Раковины на головке блока цилиндров
Устройство гбц, неисправности и ремонт
Устройство гбц, неисправности и ремонт
ДВС состоит из корпуса, в который входит блок цилиндров и ГБЦ, соединенные между собой. Верх гбц закрыт крышкой клапанов, а низ блока цилиндров закрыт картером. ГБЦ испытывает тепловые нагрузки и давление 35-40 кг/см2, крепится к блоку цилиндров на болты или шпильки и отделяется от него прокладкой. В ГБЦ входной и выходной каналы предназначены для смазки и охлаждения. Таким образом, головка цилиндра — фундаментальный компонент двигателей внутреннего сгорания.
Управляет рабочими процессами, происходящими внутри:
- работой клапанов,
- камер сгорания,
- циркуляцией смазки, охлаждения,
- снабжения горючей смесью,
- газоотвода.
Основные виды прокладок ГБЦ.
Асбестовые – выдерживают высокие температуры и довольно упругие. Для прочности отверстия могут дополнительно укрепляться металлическими кольцами. Преимуществом асбестовых прокладок является низкая цена, но они не устойчивы к вибрациям и подвержены быстрому старению и ухудшению своих герметизирующих свойств.








– распространённый вид прокладок, которые часто имеют большую цену чем асбестовые, но имеют лучшую устойчивость к деформации и рассчитаны на больший ресурс.
Металлические (биметаллические) – состоят из нескольких слоев металла или металла с уплотняющим эластомером. Многослойные стальные прокладки ГБЦ ( сокращённо MLS прокладки) чаще всего встретите в современном автомобиле.
В современных двигателях прокладка ГБЦ выполняет не только герметизирующую функцию, но и обеспечивает распределение нагрузки
Лада 2109 1996, двигатель бензиновый 1.5 л., 68 л. с., передний привод, механическая коробка передач — своими руками
Машины в продаже

Лада 2109, 2002

Лада 2109, 2001

Лада 2109, 1998

Лада 2109, 1989
Комментарии 23

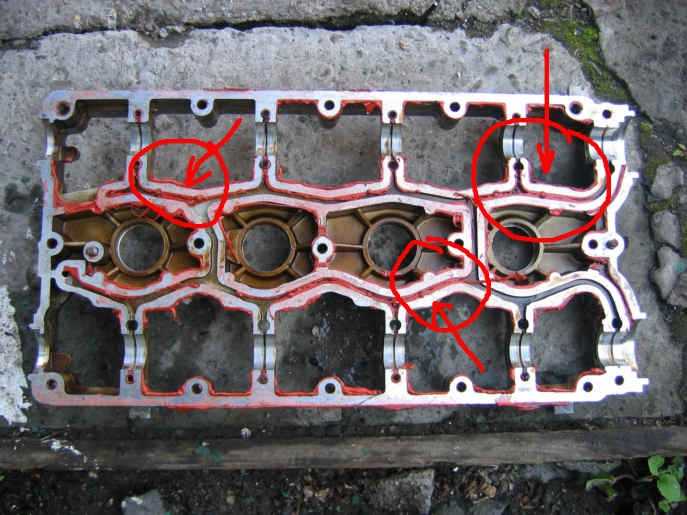
таким способом когда то выходил из ситуации заделывая раковину в головке узама, пробивать прокладку перестало

Это что ж должно быть в голове у человека, что бы так издеваться над движком? Ну не нравится тебе автоваз — не бери… Поэкспериментирует, покатается, а потом продаст ни о чем не подозревающему человеку…

Два с половиной года проездил после ремонта и было всё нормально. К ВАЗовским машинам я не испытываю ни малейшей неприязни. Наоборот, девятка отслужила верой и правдой, никогда не подводила, так что, остались приятные впечатления. Да, я её продал со штопаной головой, но все б/у авто не без косяков. Может она ещё 10 лет так проездит, к тому же б/у голова стоит не дорого.

Здравствуй, расскажи пожалуйста как дальше себя повела холодная сварка. Сколько проездил, вылезли ли какие-то проблемы? У нас похожая проблема, думаем что делать)
Здравствуй. На данный момент проехал 10 тыс.км. Пока никаких проблем с двигателем нет. В основном, режим работы — короткие поездки (7-10 км) по городу.
Спасибо) До меня вчера дошло почему именно в этих же местах у нас сгнило. Там каналы на блоке и головке не совпадают. В этих местах прокладка вообще не прижимается (в блоке попадает на канал), и под ней гниет. И по-сути залеплять там нет смысла. Только что бы остановить коррозию.
Согласен с тобой.

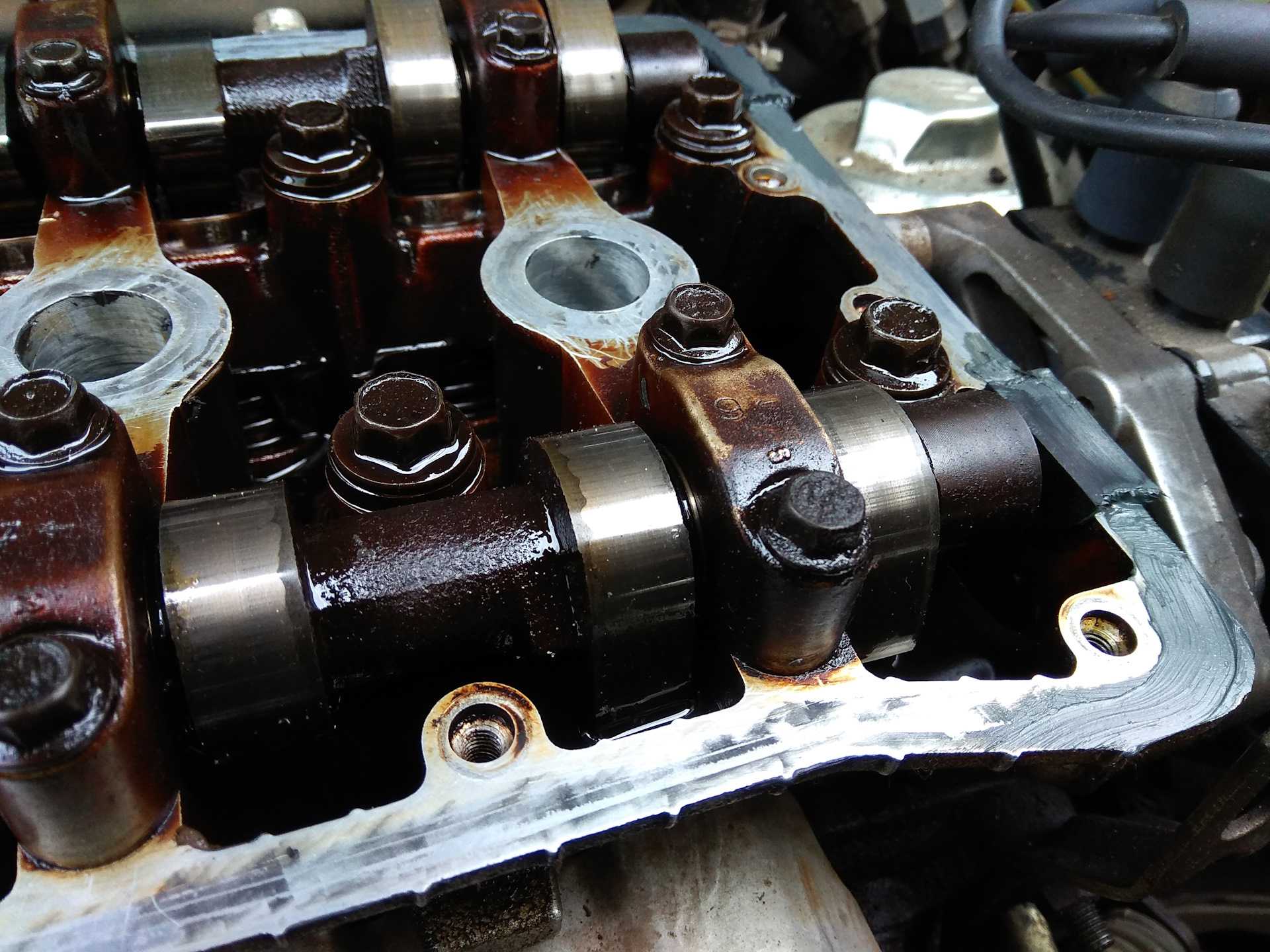
У меня на верхней кромке цилиндров раковины от коррозии,
можно ли их заделать холодной сваркой или другой химией?
сам блок алюминиевый.
Если раковина не выходит в камеру сгорания(в канале охлаждения или масляном канале), то можно попробовать. Если непосредственно на или в цилиндре, то я бы не стал рисковать — лучше заварить.

как себя показал ремонт холодной сваркой ?
Пока всё хорошо. Прошло больше года и 3500 км. Признаков прогара не наблюдается, тосол не пузырится, белый дым не валит.

шлифовать голову надо на станке. Гладкость сделаешь, а вот кривизну не проверишь и не исправишь
Пока всё хорошо.

Ну и как, держится ремонт?

идея с пластилином не плохая. взял на заметку. вскоре предстоит запил головы

Осталное всё правильно делаешь, респект.Я по прокладки стыки вывожу.
Раскритикую за такую притирку, ответ здесь www.drive2.ru/b/2498021/ .Про холодную сварку тоже, но посмотрим как че у тебя будит.Не в обиду!))))
Не открывает ссылку. про шлтфовку знаю, что не лучший вариант, главное, чтобы он оказался вполне приемлимым. Про холодную сварку мне интересно попробовать. Цель сделать всё максимально своими силами с минимальным бюджетом. Ну и получить бесценный опыт.
Скоро буду зав… Что-то я забегаю вперёд. Нужно выложить продолжение.
Привариваем заплатку на трещину в головке двигателя
Вы можете также приварить заплатку, для этого вам понадобятся медные электроды, обернутые жестью. В завершение швы необходимо покрыть эпоксидной пастой.
Эпоксидную пасту, о которой мы уже упомянули, можно использовать для устранения трещин в головке и блоке двигателя еще и другим способом. Для этого необходимо зачистить их поверхность, просверлить на концах трещины небольшие отверстия, после в них следует нарезать резьбу и ввернуть заподлицо заглушки из меди или алюминия. Затем необходимо обезжирить поверхность (для этого подойдет ацетон или бензин). После с помощью шпателя нужно наносить слой за слоем, в результате у вас должен получиться слой толщиной 3-4 миллиметра. После этого в течение суток эпоксид должен застыть, а если создать стоградусную жару, то он затвердеет за пару часов. В завершение следует отшлифовать поверхность и готово!

Для третьего способа ликвидации трещин нам вновь потребуется эпоксидная паста и стеклоткань, которую будем использовать в качестве заплатки. Подготовительный этап к работе аналогичен выше представленному, только каждый слой пасты нужно чередовать со стеклотканью. Не пожалейте, делайте заплатку с запасом в несколько миллиметров, иначе результат будет неудовлетворительным. Последний слой должен быть эпоксидным.

И завершающий на сегодня, но не последний в общем списке, вариант реанимирования трещин блока и головки двигателя – с помощью штифтов. Для этого в самом начале по всей трещине просверливаем отверстия на расстоянии 7-8 мм друг от друга. Нарезаем резьбу и ввертываем прутки из меди на глубину соответствующую толщине стенки. Затем обрезаем их ножовкой, оставляя выступающие над поверхностью детали на несколько миллиметров концы. После несильными ударами расчеканиваем концы штифтов, которые и образуют сплошной шов. Для закрепления результата в завершение можно покрыть это все эпоксидкой.

Мы описали наиболее подходящие для самостоятельного устранения трещин в головке и блоке двигателя варианты, однако на этом неприятности с авто, к сожалению, не заканчиваются, проблемы могут еще возникнуть при износе распредвала, а также при отработке амортизаторов. В любом случае, не отчаивайтесь, все это легко устранить своими руками, лишь следуя нашим нехитрым рекомендациям.
Опубликовано 30 Августа 2016
Показал нестандартный подход заделывания раковин и трещин в блоке двигателя.
Дельный совет и недорогой!
В Москве бы озолотился :)
С крышкой на трещину, старый фокус. Так даже дыры в блоке залатывали, только латки с двух сторон. Эпоксидку между латками и на болты М6 или М5, по ситуации.
Помогите пожалуйста. Такая проблема,ваз 2115 инж,на оборотах больше 3000 греется,на оборотах меньше 3000 все работает нормально,то есть машина нагрелась до 90 градусов затем включился вентилятор,температура упала до 87-88 и вентилятор выключился,а стоит дать 140-150 км/ч и машина греется до 99-101 ,хотя вентилятор срабатывает на 90, не справляется он либо. у помпы люфта нет,не течет,все патрубки горячие. 2
Ну молодец!) С одной стороны простые вещи.. но решают большие проблемы! Вот чем мне этот канал и нравиться. Все просто, дешево и сердито!
Это, это, это, не комментируется, нет слов, однако, невозможно, небывало, оригинально, незаурядно, мир перевернулся, шок это по нашему, просто восхитительно, впечатляюще, незабываемо, даааа,ужжжж, о_О
только эпоксидкой замазал-ничего не помогало..блок умз-21..или змз. не знаю)))но 21 точно. волга у меня 21-я..блоку 55 лет..трещинки появились..эпоксидка двухкомпонентная как пластилин..в коробочке 2 палочки..уже год гоняю!спасибо за видео.
Сергей, а ещё бывает выдавливает масло из под головы на 21011 блоке может когда ставить следующий раз масляный канал по бокам промазать герметиком?
Помогите пожалуйста, ваз 2105, дымит из трубы жестоко, менял сальники клапанов, дым уходил на 5 часов, дальше опять дымить стала, разбирал второй раз менял сальники но уже без изменений дымит. Но из сапуна дым не идёт.. так всё же это кольца менять надо на поршнях или это могут быть сальники фиговые или плохо одетые или же направляющие расшатанные на клапанах? дым надоел уже и масло жрёт 1 литр километров на 100-200..
Сергей, добрый день! Могу я загрузить видео на ютуб и попросить вас послушать двигатель. Проблема такая. На горячую завел двигатель, температура рабочая 90 градусов и на холостых двигатель как будто глохнет. Не стабильно работает. Возможно даже по видео, услышав работу вы что-то посоветуете. Благодарю.
в волге если че -то небежит значит это че-то кончилось
Здравствуйте тезка, спасибо за видео, обязательно возьму себе на заметку.
полезное видео, лечит головные боли)
Приветствую. Видео очень интересно, особенно про блок и методу закручивания на болты латки, очень напоминает метод холодной сварки (не той, где используется типа “пластелин”, я про метод ремонта старых дизелей на локомотивах), очень интересно на сколько мм просверливается блок для нарезки резьбы под болт? С ремнем тоже очень интересно, резина не плавится от температур 100 оС?
с оловом я бы не рисковал есть такое словосочетание оловяная чума, лучше свинец.
Серега классное видео! Не подскажешь на 402 двс подкапывает масло между штуцером и масляным краником-уже что только не делал всеравно капает?
Признаки пробитой прокладки головки блока цилиндров
Наиболее явным признаком пробитой прокладки ГБЦ будет «прострел» – когда из-под головки блока вырываются газы. Определить это очень просто по характерному звуку. Иногда встречается разгерметизация между двумя цилиндрами. Определить такой дефект значительно сложнее – необходимо мерить компрессию. Однако в таком случае мотор все равно будет «троить». И хорошо если причина этого – пробитая прокладка, а не что похуже.
Наличие выхлопных газов в радиаторе тоже может указывать на возможный пробой. Однако это не всегда так, иногда газ может проходить через небольшую трещину в головке либо на стенке гильзы. В таком случае мотор работает довольно стабильно, правда постепенно будет уменьшаться количество антифриза, а система выхлопа немного дымить. С таким дефектом можно ездить довольно долго, однако рано или поздно он превратится в полноценный «прострел».
То есть симптомы пробитой прокладки ГБЦ могут проявляться по-разному. Выделим основные признаки:
- Пробой окантовки камеры сгорания ведет к увеличению рабочей температуры двигателя. Это происходит из-за попадания горячих отработанных газов в охлаждающую жидкость, что ведет к более быстрому ее нагреву. В таком случае в расширительном бачке можно наблюдать обильное появление пузырьков с газом.
- Смешивание смазочных материалов и охлаждающей жидкости, наличие топлива в антифризе или масле также указывают на пробитую прокладку ГБЦ. В случае появления масляного пятна в расширительном баке стоит задуматься.
- Пробой между цилиндрами выявить непросто. При прогоревшей прокладке ГБЦ между камерами сгорания в топливную смесь может попадать отработанный газ из соседнего цилиндра. Это усложняет запуск двигателя, а после прогрева он работает в нормальном режиме.
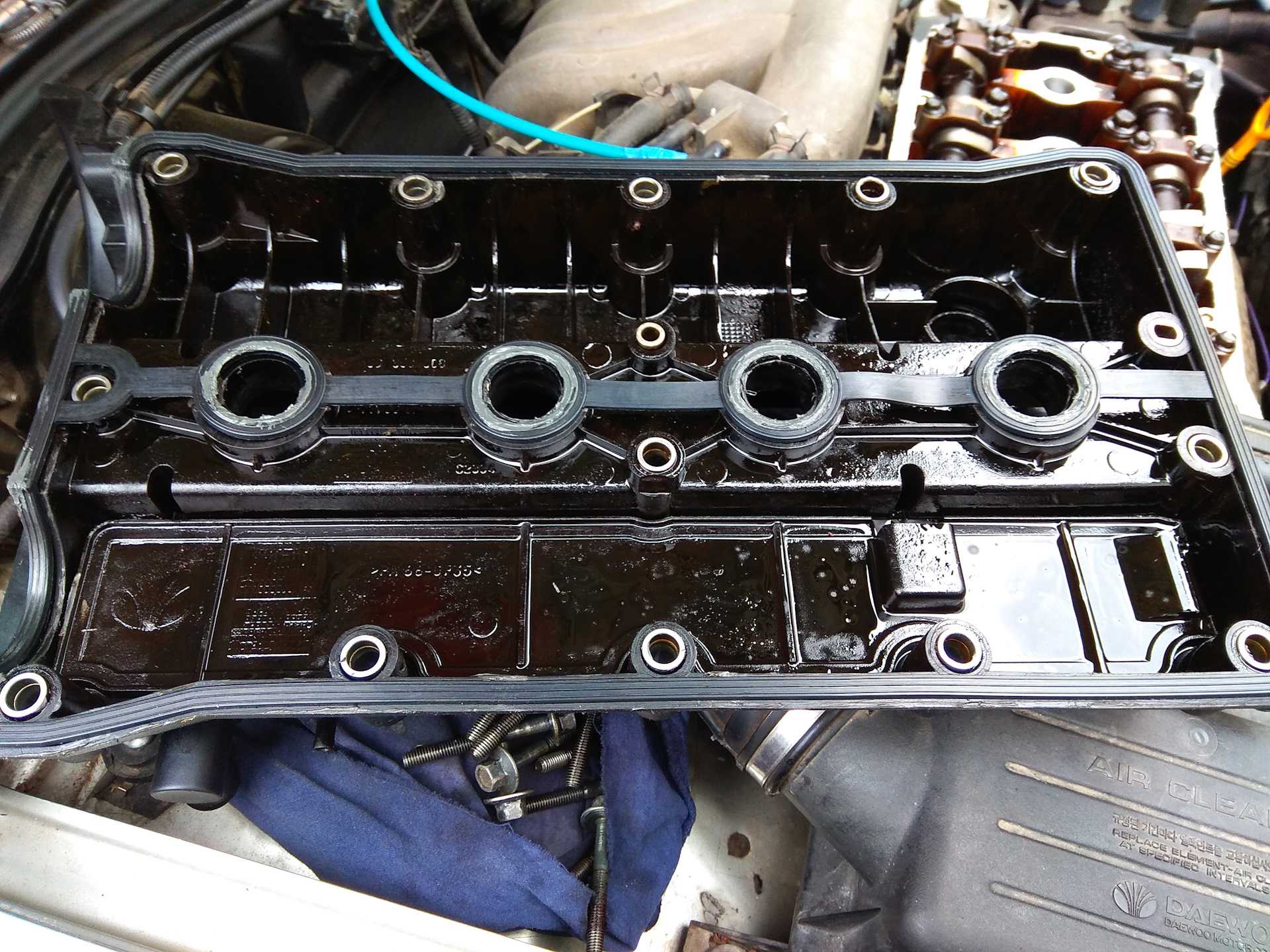
- В редких случаях можно наблюдать разрыв внешнего корпуса прокладки головки блока цилиндров. При этом на поверхности мотора в месте стыка можно увидеть масляные подтеки.
- Если из выхлопной трубы даже после хорошего прогрева двигателя идет белый дым – это явный признак пробитой прокладки ГБЦ. В случае разрыва между каналом охлаждения и цилиндром, антифриз будет попадать в камеру сгорания, что ведет к появлению белого дыма.
Стоит помнить, что перегрев мотора, вызванный пробоем прокладки, может повлечь искривление плоскости ГБЦ. Это характерно к алюминиевым головкам блока цилиндров, у чугунных такая проблема не встречается.
Подведем итог. Прогорела прокладка – необходим ремонт. Такой дефект очень распространен и встречается на всех типах двигателей.
Можно ли ездить с пробитой прокладкой ГБЦ
Автовладельцы часто спрашивают, можно ли ездить с пробитой прокладкой ГБЦ. Не всегда имеется возможность сразу устранить проблему, к примеру, когда неисправность произошла в дороге или вдали от станции технического обслуживания.

Специалисты утверждают, что ехать в такой ситуации нельзя. Это особенно актуально, если антифриз попадает в масло или наоборот. Единственный выход — перемещение только на буксире. Если проигнорировать это требование и проехать даже 200-300 км, может потребоваться капремонт мотора.
В ситуации, когда масло и антифриз не смешиваются, небольшое расстояние проехать разрешается. Здесь речь идет о небольшом повреждении, но необходимо следить за температурой двигателя и уровнем ОЖ. Ведь если пробитие прокладки произошло с внутренней стороны, то высок риск повреждения клапанов и поршней в результате попадания антифриза в цилиндры.
Проверка головки цилиндра на наличие трещин
Магнитно-порошковая диагностика
Данный метод считается одним из наиболее оперативных и точных. Принцип проверки следующий: головка устанавливается на специальный магнитный стенд, после чего головка посыпается металлической стружкой. В местах трещин стружка не сможет примагнититься, что и будет свидетельствовать о наличии трещины в конкретном участке.
Проверка ГБЦ с использованием специальной жидкости
Для данного метода потребуется специальная жидкость. Головка полностью очищается от грязи, затем обезжиривается. Красящая жидкость наносится на чистую поверхность, и после нескольких минут удаляется при помощи тряпки. Любые, даже малейшие трещины и дефекты будут окрашены в цвет жидкости, и вы без проблем сможете увидеть их.
Проверка головки под давлением в воде
Принцип заключается в том, чтобы подключить головку к компрессору, предварительно загерметизировав в ней все отверстия. Далее ГБЦ погружается в ванну с водой. Если в головке будут трещины, они так или иначе проявятся в виде пузырьков воздуха. Таким образом вы сможете увидеть в каком месте есть трещина, после чего можно произвести более детальное изучение повреждения.
Существуют разновидности данного метода, так, к примеру, некоторые не погружают «голову» в ванну, а просто наливают воду в нее, после чего подают воздух под давлением.
Основные неисправности головки блока цилиндров
Дефекты привалочной плоскости ГБЦ
Основными причинами появления данной проблемы являются: достаточно долгая работа двигателя, перегревание двигателя, используемая охлаждающая жидкость ненадлежащего качества. Данная проблема решается механической обработкой плоскости, которая включает в себя также проведение диагностики системы охлаждения, а при необходимости – замена технической жидкости.
Трещины на ГБЦ
К появлению трещин на головке блока цилиндров могут привести усиленная эксплуатация и перегрев двигателя, а также неправильно выполненные затяжки креплений во время монтажу узла. В случае выявления мелких трещин, размер которых допускается производителем, ремонт можно не производить. В противном случае требуется замена узла.
Износ направляющих втулок клапанов
Данный дефект может возникнуть на больших пробегах, при использовании некачественного моторного масла, а также в случае появления в масле примесей топлива, способствующих разжижению масла. Для решения данной проблемы необходимо заменить направляющие втулок клапанов, проверить состояние моторного масла и работоспособность системы охлаждения. В случае необходимости провести замену моторного масла.
Износ седел клапанов
К основным причинам износа клапанов относятся: некачественное топливо, большой пробег двигателя, ошибки при установке опережения зажигания. Требуется правка или замена седел клапанов, а также проверка системы зажигания и питания. Если в этих системах обнаружены какие-то неполадки – провести восстановительные работы.
Разрушение резьбы, находящейся в отверстиях головки блока цилиндров
Основные причины данной поломки: постоянное перегревание двигателя и неправильная затяжка болтов или свечей. Решение: замена стакана форсунки.
Имейте в виду, что даже незначительная неисправность головки блока цилиндров можно привести к серьезным проблемам в работе двигателя автомобиля. Все работы по ремонту ГБЦ должны производиться своевременно.
Не доверяйте дилентам и не пытайтесь самостоятельно произвести ремонт. Непрофессиональная работа в будущем может отрицательно сказаться на работе двигателя.
Обращайтесь в компанию «Механика» и вы не ошибетесь с выбором исполнителя. У нас есть все для качественного ремонта ГБЦ: высокотехнологичное оборудование и первоклассные специалисты.
Получите бесплатную консультацию и узнайте стоимость ремонта
Ремонт головки блока цилиндров
Основные дефекты головки блока
– Трещины, захватывающие внутренние каналы, полости отверстий под форсунку, направляющие втулки, поверхность сопряжения с блоком цилиндров.
– Разрушение посадочных мест под седла клапанов и перемычек между ними.
– Повреждение или кавитационное разрушение поверхности прилегания к блоку цилиндров.
– Ослабление посадки седел клапанов в гнездах или износ гнезд под седла, опробование посадки производится легкими ударами медного молотка.
– Выработка, риска или раковины на рабочих поверхностях седел выпускного и впускного.
– Ослабление посадки направляющих втулок клапанов.
– Трещины, сколы, механические повреждения на поверхности направляющих втулок клапанов.
– Износ отверстия направляющих втулок клапанов.
– Прогорание или механическое повреждение уплотнительного кольца газового стыка.
– Нарушение герметичности масляной полости и масляных каналов и нарушение герметичности рубашки охлаждения.
– Обломы и трещины на крышке цилиндров.
– Коробление плоскости прилегания крышки к головке цилиндров.
Общая трудоемкость ремонта — 57,0 чел. мин.
Оборудование и инструмент для ремонта головки блока
– Кран-балка подвесная; приспособление для разборки-сборки головки блока в сборе 7831-4044;
– стенд для опрессовки головки блока цилиндров мод. 470.085; стенд для притирки клапанов мод. 9158-020;
– стенд для сборки головки блока с клапанами мод. 509.260;
– головка сменная 17 мм ГОСТ 25604-83;
– ключ с присоединительным квадратом ГОСТ 25601-83;
– ключ гаечный кольцевой 17 мм ГОСТ 2906-80;
– отвертка слесарно-монтажная 10,0 мм ГОСТ 17199-71;
– рукоятка динамометрическая мод. 131 М;
– установка для мойки деталей мод. 196 М; установка моечная ПНР;
– пистолет для обдува деталей сжатым воздухом С-417;
– пневмогайковерт ИП-3113; – шпильковерт ЭП-1262;
– измерительные: линейка металлическая, секундомер, штангенциркуль;
– тара для головок блока;
– кассета для клапанов;
– молоток слесарный стальной; деревянный стержень; зубило слесарное;
– приспособление для снятия пружин клапанов И-801.06.000;
– ключ для отворачивания ввертышей мод. 7700-4189;
– приспособление для отворачивания шпилек мод. 7813-4013;
– патрон для заворачивания шпилек мод. 7820-4017;
– патрон для заворачивания ввертышей мод. 7813-4011;
– верстак слесарный; щетка металлическая; ерши металлические; бумага наждачная; кисть волосяная;
– емкость с притирочной пастой; емкость с моторным маслом.
Разборка головки блока цилиндров двигателя КамАЗ
Трудоемкость — 17,0 чел. мин
1. Установить головку блока цилиндров в сборе на приспособление для разборки.
2. Разогнуть усики стопорной шайбы крепления стойки коромысел.
3. Отвернуть гайки 18 (Рис. 1) крепления стоек оси коромысел. (Головка сменная 17 мм).
Рис. 1. Механизм газораспределения:
1 — распределительный вал; 2 — толкатель: 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — контргайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 —втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина; 15 — направляющая клапана; 16 — шайба; 17 — клапан выпускной; А — тепловой зазор; 18 — гайка крепления стоек оси коромысел
4. Снять стойку коромысел, стопорные шайбы и фиксатор коромысел.
5. Снять коромысла 8 (Рис. 2) клапанов со стойки коромысел.
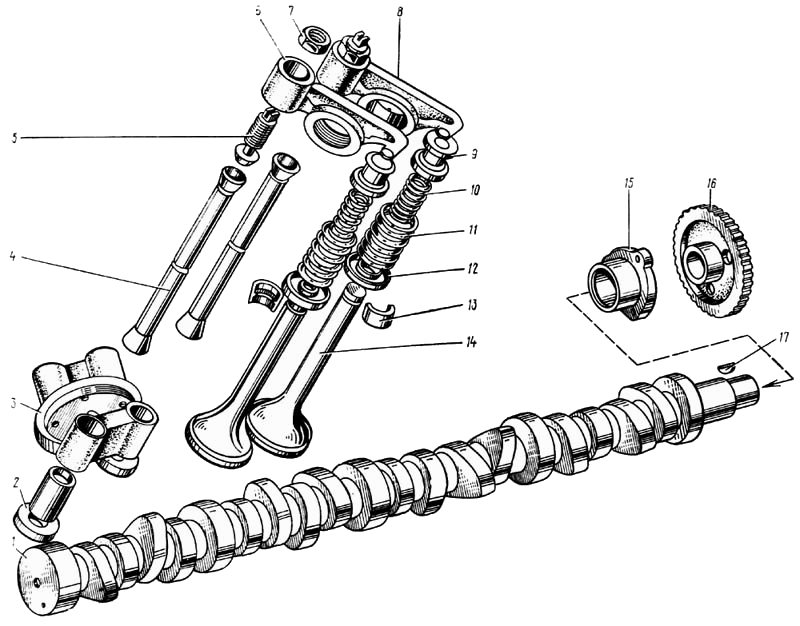 Рис. 2. Газораспределительный механизм:
Рис. 2. Газораспределительный механизм:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга толкателя в сборе; 5 — винт регулировочный коромысла; 6 — коромысло клапана со втулкой в сборе; 7 — гайка регулировочного винта; 8 — коромысло клапана в сборе; 9 — тарелка пружины со втулкой в сборе;10 — внутренняя пружина клапана; 12 — пружинная шайба клапана; 13 — сухарь клапана; 14 — клапан; 15 — корпус подшипника распределительного вала в сборе; 16 — шестерня распределительного вала; 17 — шпонка сегментная.
6. Отвернуть и снять гайку 7 с регулировочного винта и вывернуть регулировочный винт 5 коромысла. (Ключ гаечный 17 мм, отвертка 10,0 мм).
7. Снять головку блока цилиндров с приспособления для разборки.
8. Установить головку блока цилиндров на приспособление для снятия-установки клапанов.
9. Вращением рукоятки 2 отжать тарелку 12 (Рис. 1) пружины вместе со втулкой 11, и снять сухари 10 клапанов, втулки 11 тарелок пружин клапанов, тарелки 12 пружин клапанов, наружные 13 и внутренние 14 пружины и шайбы 16 пружин клапанов. (Отвертка 10,0 мм).
10. Снять уплотнительную манжету 15 (Рис. 4) впускного клапана в сборе с кольцом 16 манжеты с направляющей втулки 18 впускного клапана. (Отвертка 10,0 мм).
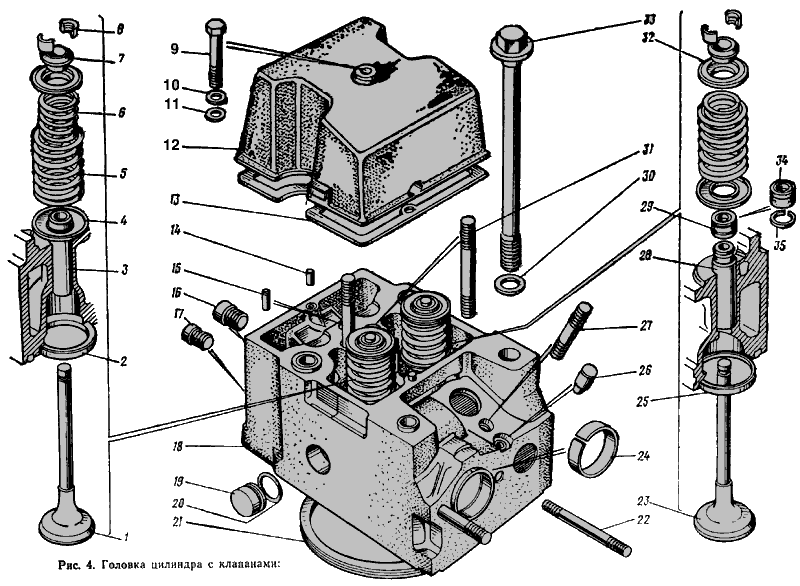 Рис. 4. Головка цилиндра с клапанами:
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы форсунки; 24 — шпилька крепления прижимной скобы форсунки; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; 28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка
11. Вынуть впускные 20 и выпускные 1 клапана.
12. Отвернуть ввертыш 29 крепления впускного коллектора и ввертыш 30 крепления водяной трубы.
Работу выполнять при необходимости замены ввертышей
(Ключ для выворачивания ввертышей).
13. Вывернуть шпильки 21 крепления патрубка выпускного коллектора, шпильки 26 крепления стоек коромысел и шпильки 24 крепления скобы форсунки.
Работу выполнять при необходимости замены шпилек. (Приспособление для отворачивания шпилек).
14. Снять головку 31 блока цилиндра с приспособления.
Мойка
15. Промыть снятые детали и головку блока цилиндров, очистить от нагара клапана, седла клапанов, направляющие втулки клапанов, головку блока и обдуть их сжатым воздухом.
Дефектовка
16. Продефектовать детали головки блока цилиндров. Дефектовку производить согласно карты дефектовки № 1.3.
17. Установить головку блока цилиндров на стенд для опрессовки головки, проверить герметичность головки и при необходимости устранить нарушение герметичности. Проверять при давлении 0,4 МПа (4 кгс/см2) в течение 2 мин. Течь жидкости и подтекание не допускаются. (Стенд для опрессовки, секундомер).
Сборка головки блока цилиндров
18. Установить головку 31 блока цилиндра со втулками 22 в сборе на приспособление для сборки.
19. Завернуть шпильки 21 крепления патрубка выпускного коллектора (при необходимости замены шпилек).
Высота выступания шпилек должна быть 52±1.
20. Завернуть шпильки 24 крепления скоб форсунок до упора. Работу выполнять при необходимости замены шпилек.
21. Завернуть шпильки 26 крепления стоек коромысел до упора. Работы выполнять при необходимости замены шпилек.
22. Завернуть ввертыш 29 крепления впускного коллектора. Работу выполнять при необходимости замены ввертышей. (Патрон для заворачивания ввертышей, пневмогайковерт).
23. Завернуть ввертыши крепления водяной трубы до упора. Работу выполнять при необходимости замены ввертышей.
24. Снять головку блока цилиндров с приспособления для сборки и установить ее на стенд для притирки клапанов. Головку блока цилиндров установить в положение седла клапанов «вверх».
25. Нанести на рабочую поверхность седел клапанов притирочную пасту. Состав пасты: электрокорунд зернистый — 81%, парафин ГОСТ 16360-71 — 13%. Состав развести в моторном масле М10Г,К ГОСТ 8581-78 до сметанообразного состояния.
26. Установить выпускной 1 и впускной 20 клапаны в головку цилиндров.
27. Притереть клапана к седлам. Притирку продолжать до тех пор, пока на фаске клапана и седла не появится непрерывный матовый поясок шириной менее 1,5 мм (Рис. 5.). Необходимо не допускать разрывов в пояске и риски.
28. Установить клапаны и головку цилиндров в тару для отправки на моечную машину. Гнезда кассеты для клапанов должны быть пронумерованы порядковыми номерами расположения клапанов в головках цилиндров, гнезда тары для головок цилиндров должны быть пронумерованы порядковыми номерами расположения головок цилиндров. Нумерация гнезд тары и кассеты должны соответствовать.
29. Промыть головку цилиндров и клапана после притирки. Применять моющий раствор КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л ЭАП-40 — 0,2—0,3%. Состав моющего раствора: карбонат натрия — 22,5% тринатрийфосфат —18,9% триполифосфат натрия — 50,6% сульфонол — 2,3% синтанол ДГ-7 — 5,7%. Температура моющего раствора 70-80°С. Время выдержки — 2 мин.
30. Установить головку блока цилиндров на стенд для сборки головки с клапанами.
31. Смазать стержни клапанов 1 и 20 (Рис. 4) рабочие поверхности направляющей втулки 18 клапанов чистым моторным маслом.
32. Установить впускной 20 и выпускной 1 клапаны в головку блока цилиндров согласно нумерации.
33. Установить уплотнительную манжету 15 впускного клапана в сборе с кольцом 16 на направляющую втулку 18 впускного клапана 20.
34. Установить шайбы 4 пружин клапанов.
35. Установить внутренние 6 и наружные 5 пружины.
36. Установить тарелки 14 пружин клапанов и втулки 7 тарелок пружин клапанов.
37. Установить головку блока цилиндров на приспособление для установки клапанов и сжать пружины 5 и 6 с тарелкой 14 и втулкой 7.
38. Установить сухари 8 клапанов и отпустить пружины, чтобы сухари вошли во втулку 7.
39. Снять головку блока цилиндров с приспособления, проверить герметичность притирки клапанов и, при необходимости, устранить неисправность.
Порядок выполнения работы следующий: установить головку блока цилиндров поочередно впускными и выпускными окнами вверх и залить в них дизельное топливо. Притертые клапана не должны пропускать топливо в местах уплотнения в течение 30 сек. При подтекании топлива постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притереть повторно, повторив работы 24-29.
При необходимости качество притирки проверить на карандаш: для чего поперек фаски клапана на равном расстоянии нанести им 6-8 черточек. Осторожно вставить клапан в седло и, сильно нажав, повернуть на 1/4 оборота все черточки должны быть стертыми; в противном случае повторить притирку повторив работы 24-29. При правильной притирке матовый поясок на седле головки должен начинаться у большого основания конуса седла, как показано на рис. 5.;
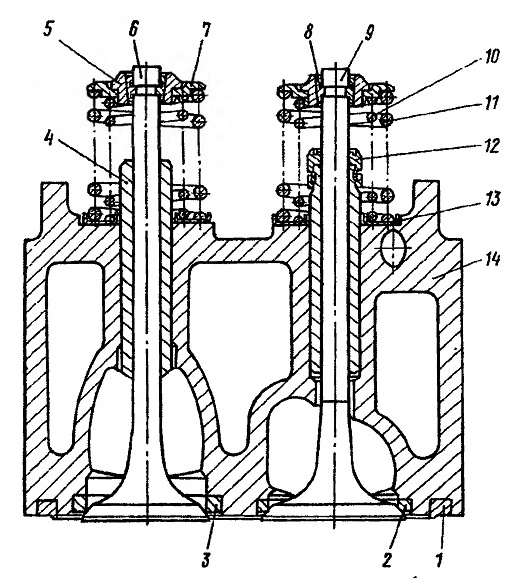 Рис. 5. Головка цилиндров с впускным и выпускными клапанами:
Рис. 5. Головка цилиндров с впускным и выпускными клапанами:
1 – кольцо опорное; 2 – седло впускного клапана; 3 – седло выпускного клапана; 4, 5 – втулки; 6 – клапан выпускной; 7 – тарелка; 8 – сухарь; 9 – клапан впускной;
10, 11 – пружины; 12 – манжета; 13 – шайба; 14 – головка цилиндра
40. Установить головку блока цилиндров на приспособление для сборки головки.
41. Завернуть в коромысла клапана регулировочный винт 5 (Рис. 2). (отвертка на 10).
42. Навернуть гайку 7 регулировочного винта на винт 5 не затягивая гайку 7Ч (ключ на 17 , отвертка 10,0 мм).
43. Установить коромысла 8 клапанов в сборе на стойку коромысел.
44. Установить фиксатор коромысел на головку блока цилиндров.
45. Установить стойку коромысел в сборе с коромыслами клапанов на головку блока цилиндров.
46. Установить стопорную шайбу крепления стойки коромысел.
47. Завернуть гайки 18 (Рис.1) крепления стойки оси коромысел. Момент затяжки гаек 42-54 Н. м (4,2—5,4 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131М).
48. Загнуть усики стопорной шайбы крепления стойки коромысел.
49. Снять головку блока цилиндров в сборе с приспособления и отправить ее на сборку двигателя.
Ремонт головки, только без замены направляющей клапана, еще не пробовал.
Замена масло съёмных колпачков,и протирка клапанов.
Притирка клапана на головке цилиндров автомобиля КАМАЗ