Как повысить надежность китайского сварочного инвертора
Как повысить надежность китайского сварочного инвертора
Как повысить надежность китайского сварочного инвертора
Есть несколько вопросов по поводу улучшения рабочих показателей при продолжительной работе. Так как в большей степени силовые транзисторы и остальные силовые элементы находящиеся в самом аппарате не предназначены для продолжительной работы что в крайне мере снижает полезную производительность.
Замечено что в большей степени силовые элементы в основном стоят FGH40N60SFDTU
где с такими же параметрами но характеристики др, хмм, смутные сомнения получаются не китайцы нас дурят
FGH40N60SFD ( G40N60 SFD ) Основные параметры: 40A, 600V, 116W (100 °C ), Uкэ нас.=2.3V
По поводу альтернативы, обнаружено что имеются как бы с высоким номиналом на 160Ампер такие вот силовые элементы как SGL160N60UFD ( G160N60 UFD ) где ток у них на 160А
Какие будут соображения.
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня. Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.

Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Доработка сварочного трансформатора под постоянный ток
Доработка заключается в создании выпрямительного мостика из мощных диодов (их называют вентилями). При выборе диодов необходимо соблюсти их мощность в соответствии с мощностью сварочного трансформатора. Схема мостика из трех диодов традиционна и собирается на отдельной панели. Полученный выпрямитель подсоединяется к выходным клеммам трансформатора. Плюсовой и минусовой выход с выпрямителя идут на свариваемую деталь и на сварочный электрод, в зависимости от выбранного режима сварки (прямая полярность и обратная). После выпрямителя постоянный ток имеет пульсацию. Избежать этого позволяет электролитический конденсатор, включенный между двумя полюсами после мостика. Емкость подобного сглаживающего трансформатора должна быть не менее 10000мкФ, а рабочее напряжение 100в. Увеличение емкости конденсатора способствует большему эффекту сглаживания тока. Устойчивость горения дуги при сварке постоянным током выше. Но габариты и вес после модернизации увеличиваются.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Итоги
Решение о приобретении китайского сварочного инвертора — дело выбора каждого покупателя, оно основывается на мнениях специалистов, стоимости и характеристиках изделия, а также сроках гарантийного обслуживания. Нужно отметить, что мнение о низком качестве китайских аппаратов, за последнее время претерпело существенные изменения. Аппараты заводского производства являются достойным и правильным выбором.
Cделано в Китае. Стоит ли покупать китайский сварочный инвертор?

Часть здания администрации и здание культурного центра завода JASIC
Негативное отношение сформировалось из-за неумелых действий российских предпринимателей, которые в погоне за пресловутыми трехстами процентами прибыли, занимаются дистрибьюцией без необходимых знаний и опыта, а зачастую и просто нагло обманывают покупателей, завозят продукцию самой низкой ценовой категории и соответствующего качества. Мы хотели бы рассказать о том, как устроено производство в Китае. Все что будет сказано далее можно применить к любому продукту из Поднебесной, но мы будем говорить конкретно о сварке.
Все производства в Китае условно можно разделить на 3 категории:
- Крупный
- Средний
- Малый бизнес
Крупный бизнес с государственным участием
Главная особенность подобных предприятий заключается в том, что часть акций принадлежит стране. Доля госсобственности может быть разная, от 10 до 100%, и чем выше данный процент, тем солиднее завод. Средства китайского госбюджета вкладываются только в перспективные и высокодоходные проекты. За целевым расходованием денег строго следят товарищи из Коммунистической партии Китая. Среди особенностей можно отметить крупные территории предприятий, автоматизацию ответственных процессов, стремление к полному циклу, передовой станочный парк, большой штат сотрудников, собственный отдел разработки и внедрения со штатом инженеров. В качестве примеров крупных китайских заводов можно назвать:
- группу компаний TIME GROUP INC, специализирующуюся на промышленном оборудовании;
- HUGONG welders;
- WTL – technology for welding;
- Riland (на котором производится AuroraPro);
- JASIC;
- aotai machine и т.д.
- Жесткий контроль качества продукта, который осуществляется не только на этапе проверки готового изделия, но также входной контроль всех деталей. Проверка запчастей проводится в автоматическом режиме и риск установки бракованного узла в аппарат стремится к нулю. Крупные и богатые предприятия могут позволить себе вложить средства в проверку качества.
- Инженерные изыскания. Крупные предприятия, чтобы не отстать от конкурентов вынуждены вкладывать деньги в новые разработки. Инженеры китайских компаний наравне с западными коллегами создают будущее уже сегодня.
- Максимальная автоматизация производства. Для того, чтобы исключить человеческий фактор, снизить ручной труд чреватый ошибками крупные компании на ответственных участках работ заменяют рабочих машинами. Благодаря собственным средствам и господдержке предприятия постоянно совершенствуют свой станочный парк. Передовые механизмы позволяют создавать качественный продукт, который на равных может конкурировать с лидерами рынка: LincolnElectric, Cloos, ESAB, Fronius и т.д. Стоит сказать, что последние 10 лет почти все лидеры сварочного рынка активно пользуются услугами китайских компаний и переводят свои производства в Поднебесную. И LincolnElectric, и Kemppi и многие другие компании имеют в своем модельном ряду аппараты на 100% сделанные в Китае.
- Сила бренда. Известные мировые производители берегут свое имя и отказываются участвовать в авантюрах с обманом покупателей в части технических характеристик (смотрите статью «Сравнение характеристик аппаратовPICO 162 и EDON LV 200 S»)

JASIC Сборка инверторов. Чистота и порядок в цехах

Средние компании
В подавляющем большинстве – это частный бизнес. Предприятия второго эшелона всеми силами стараются попасть в высший дивизион и получить поддержку государства. Компании данного класса значительно уступают лидерам рынка. Контроль качества компонентов и готовых аппаратов производится только для части партии, в отличие от проверки 100% всех узлов на крупных предприятиях. На предприятиях второй категории шире распространен ручной труд. В большинстве своем подобные заводы ориентированы на экспорт, поскольку на внутреннем китайском рынке места для всех производителей просто нет. В связи с этим, средние китайские компании готовы подстроиться под любые заказы заказчиков, в том числе, связанные с обманом относительно технических характеристик аппаратов, или заменой компонентов на дешевые копии низкого качества. То, что производится на экспорт не проходит внутрикитайский контроль качества стандарты которого очень высоки. За свой бренд производитель не очень переживает и лепит на продукцию любой логотип. Кстати, серьезные заводы в отличие от второй категории производителей обычно настаивают на совместном бренде. Например, на всех аппаратах AuroraPro есть упоминание компании Riland, а на продукции Сварог стоит логотип JASIC. Зависимость от заказчика вынуждает производителей идти на бесконечное удешевление продукта. Когда обеспечить достойное качество аппарата уже невозможно, производственники не отказываются от заказов и сознательно идут на изготовление низкокачественного продукта. Здесь впору вспомнить сказку о жадном богаче и семи шапочках, которые он хотел сшить из одной шкуры. Что из этого получилось? Все прекрасно помнят.
Малый бизнес или артели
Это самый опасный тип производства, на котором стоит остановиться подробно. Артели изначально заточены на копирование известных европейских, или китайских аппаратов. Производители третьей группы не меняют принципиальную схему копируемого аппарата и стараются удешевить продукт, снижая затраты на компоненты. Маленькие заводы не могут себе позволить траты на ОТК, проверяется, в лучшем случае, только способность инвертора зажигать дугу. Все процессы осуществляются вручную, вплоть до пайки силовых дорожек, а сложные платы, производство которых невозможно кустарным способом, заказываются на предприятиях из первой группы о которой мы говорили. В погоне за прибылью некоторые артели стремятся сократить расходы на технологические процессы, либо исключить их из цикла вообще. Нам встречались сварочные инверторы, платы которых были покрыты лаком только с одной стороны. Впрочем, встречались случае, когда лака на платах не было вовсе. Сами технологические процессы осуществляются в ужасных условиях и тоже вручную. Такой пример: однажды нам удалось побывать на одном небольшом предприятии, где платы лакировались посредством сетчатого ведра и огромного чана с лаком. Специально обученный рабочий складывал платы управления в емкость и погружал ее в лак. После этого поделки сушили под открытым небом так, что на свежем лаке оседала пыль и прилипали насекомые. Потеки лака удаляли еще несколько сотрудников, соскабливая капли ножами. Достаточно колоритное зрелище! О каком качестве в таком варианте может идти речь. И еще один минус артели – неспособность производить крупные партии товара. Для этого у маленьких предприятий нет ни обученного персонала, ни необходимого объема запчастей, ни производственной площади. Представители третьей группы китайских производств, общаясь с нашими предпринимателями, предлагают им экстремально низкие цены на свой товар и уверяют в его стопроцентной надежности. Бывает, что первая, пробная, партия инверторов, которую заказывают на производстве, действительно соответствует всем ожиданиям и легко проходит технический контроль. Первую партия в расчете на следующие заказы делают идеально. Проблемы начинаются, когда россияне хотят заказать партию покрупней. Это значит, что партнер заглотил наживку и теперь условия диктует производитель. На вопрос, почему новая и, как правило, предоплаченная партия сделана с такими грубыми нарушениями регламента, или даже не работоспособна, многие китайские продавцы тут же перестают говорить на всех языках, кроме своего родного и всячески уходят от острых вопросов. Многие российские бизнесмены ведут себя также, как их китайские коллеги. Привозя в страну аппараты низкого качества, оптовики сбывают их розничным продавцам, которые не могут, или не хотят заниматься внешнеэкономической деятельностью. К тому моменту, когда аппараты начинают гореть, оптовый продавец перестает принимать претензии, сворачивает продажи и исчезает с горизонта. С головной болью остаются только обладатели сварочных аппаратов и продавцы, которым приходится оправдываться перед покупателями за низкое качество продукта. Между тем, оптовый коммерсант перекрашивает свой инструмент, переименовывает его, и продает его уже под другим брендом. Во многом именно этим обусловлено огромное количество марок сварочных аппаратов в России, в основном китайских. По нашим подсчетам их около 70, при этом достойных игроков рынка можно пересчитать на пальцах. Из собственного опыта можем сказать, что с третьей группой производителей, к сожалению, сотрудничает огромное количество бизнесменов из России. Услугами артелей, как это ни прискорбно, пользуются даже крупные отечественные бренды. Низкое качество сварочного аппарата может проявиться не сразу. Из=за дешевых комплектующих, ручной сборки и пайки узлов вероятность выхода аппарата из строя приближается к 100%. В лучшем случае, при работе с низкокачественным прибором покупатель теряет только время, деньги и нервы на бесконечный ремонт. Однако, инвертор может быть причиной и гораздо более серьезного ЧП. Все-таки, сварочный аппарат – это прибор с высокими токами и напряжением. Промашки в его сборке или в расчетах силовой части могут привести и к пожару, и к поражению пользователя электрическим током. Артели, как правило, занимаются копированием сварочных аппаратов- лидеров китайского рынка. Однако, технические характеристики таких устройств снижены в сравнении с оригиналом на 10-50%. Так ушлые азиаты предлагают 200 –амперный аппарат, который при проверке выдает всего 120А. Беда в том, что отечественные предприниматели часто сами заинтересованы в таком обмане и получают прибыль от продажи аппаратов с завышенными характеристиками.
На этом наш рассказ о китайском производстве мы, пожалуй, закончим. Доверяйте проверенному временем! Успехов в работе.
Источник: видеоматериал Aurora Online Channel https://www.youtube.com/watch?v=t3za_HpTUlc
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 2
Работа при пониженном напряжении в питающей сети
Данная особенность аппарата, в условиях отечественных электросетей – безусловно важна. Если инвертор не справляется с просадкой в сети до 190В – грош ему цена. Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, – будет просто невозможна. Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров – просадок всё равно не избежать.
Обман, как и в случае с дополнительными функциями, вызван страхом производителей проиграть в конкурентной борьбе. Если все продавцы техники обещают, что их инверторы работают при 160 В в розетке, почему бы не заявить, что наш «Дуб» не может работать и при 120 В, не теряя при этом в качестве шва.
Простейший способ проверки работоспособности инвертора при пониженном напряжении – использовать устройство под названием ЛАТР. Лабораторный АвтоТрансформатор позволяет настроить нужные параметры напряжения и посмотреть, как сварочный аппарат, подключенный через прибор, будет справляться со сваркой. Как вы понимаете, данное оборудование найдётся далеко не в каждом гараже. В лаборатории Aurora данное устройство имеется, и тесты на работу при низком напряжении в сети мы обязательно будем проводить. Так что следите за обновлениями видео на канале Aurora Online Channel.
Другая крайность – обещание продавцов сварочной техники, что при 100-110В в питающей сети аппарат будет выдавать такой же результат сварки, что и при номинальном напряжении. Это, безусловно, не правда. Сварочный ток аппарата снижается пропорционально напряжению в сети. Вопрос только при каком напряжении в розетке качество шва при работе с данным диаметром электрода станет неприемлемым. Для некоторых аппаратов это 180 В, для других 160 В.
Ещё раз повторим, работа с питающим напряжением в 220 В является гарантией идеального сплавления кромок свариваемого металла, снижение напряжения – является нештатной ситуацией и ожидать высокого качества сварочного шва в таких условиях нельзя.
Судя по рекламе – сварка при сверхнизком напряжении в питающей сети является чуть ли не главным требованием к аппарату. Между тем, хотим обратить внимание покупателей, что сварка процесс многосоставной. Кроме собственно сплавления кромок металла, нужно провести значительный объём подготовительных работ. Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика. А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.
Пределы регулирования сварочного тока
Эта характеристика позволяет понять, как сварочный аппарат справится с работой с разными диаметрами электродов. Чем тоньше свариваемый металл, тем меньше должен быть сварочный ток, и соответственно, диаметр выбранного электрода. Учитывая, что минимальный диаметр электродов в свободной продаже составляет 1.6 мм, ток для них должен быть в районе 40-50А. Для работы с большими толщинами заготовок, ток, напротив, должен быть высоким, для электрода 4мм, – 140-200А.
Стоит напомнить, что ток сварки подбирается в зависимости от диаметра электрода. Для приближённых расчётов используется формула:
Значения коэффициента k – можно узнать из таблицы:
Кратность регулирования сварочного тока вычисляется делением максимального сварочного тока на минимальный.
Iсв. max/Iсв. Min.
Для простейших бытовых ММА аппаратов данное соотношение должно быть не менее 2, для профессиональной техники и производственного оборудования – от 3 до 8.
Обман в данном случае может сводиться к преувеличению диапазона регулировок. Если аппарат выдаёт ток от 80 до 120А – работать с электродами тоньше 2.5 и толще 4 мм – будет сложно.
Устойчивость и стабильность процесса сварки
Любитель, который сталкивается со сваркой впервые, думает, что раз электрод «искрит» – значит аппарат работает. Это неверно. Если аппарат зажигает дугу, это совсем не значит, что процесс сплавления кромок свариваемого металла идёт так, как нужно.
Бывает, что аппарат даже выдаёт заявленные токовые характеристики, а сварка всё равно не идёт. И тут стоит обратить внимание на ещё один принципиальный момент – устойчивость системы: «Источник питания-Дуга». Для того чтобы процесс сварки был стабильным должны выполняться следующие условия:
U (напряжение) дуги = U источника
I (ток) дуги = I источника.
Графически эти равенства определяются точкой пересечения статической Вольт-амперной характеристики дуги (СВАХ дуги) и статической внешней характеристики источника питания (Внешняя характеристика ИП).

Все эти ВАХ и СВАХ для обывателя – тёмный лес. А значит жулики будут этим беззастенчиво пользоваться. К примеру, есть два аппарата с одинаковыми токовыми характеристиками: EWM PICO 162 и наш, уже знаменитый «Дуб». Допустим оба аппарата выдают заявленный номинальный ток в 150А, при этом сварка PICO – просто песня. Аппарат не варит а шепчет. В то время как у владельца «ДУБа» – проблема… очень много брызг, дуга не стабильна и то обрывается, то прожигает дыры в заготовках. В чём может быть дело? Да как раз, в форме внешней характеристики источника. Так что соберитесь, и постарайтесь вникнуть в детали, о которых пойдёт речь далее:
СВАХ дуги представляет собой зависимость напряжения дуги от её тока, т.е. U дуги= ʄ (I дуги) (Напряжение дуги – есть функция от тока дуги).
Т.к. дуга является нелинейным элементом электрической цепи, то и СВАХ дуги будет иметь криволинейный характер и состоять из 3-х характерных участков: падающего, жёсткого и возрастающего.
При разных способах сварки СВАХ дуги реализуется только на некоторых участках. Для ММА сварки это падающий и жёсткий:


Положение СВАХ дуги зависит от длинны дуги

Удаляя электрод от детали сварщик удлиняет дугу напряжение при этом растёт (L1), приближая электрод к поверхности дуга уменьшается, а вместе с ней падает и напряжение (L3).
Внешняя характеристика источника питания
Внешняя характеристика источника питания представляет собой зависимость напряжения на внешних зажимах от тока, т.е. U источника = ʄ (I дуги). (Напряжение на внешних зажимах источника есть функция от тока дуги)
Внешняя характеристика может быть падающей (1), Жёсткой (2), или возрастающей (3).

Для каждого способа сварки, для того, чтобы добиться устойчивости процесса – необходим источник питания с определённой внешней характеристикой. Для ММА сварки источник питания в общем виде должен иметь падающую или круто падающую внешнюю характеристику:

Сварщик не может удержать дуговой промежуток неизменным. Длинна дуги во время сварки то увеличивается, то уменьшается, соответственно меняется и сила тока. При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания – тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку.
Давайте остановимся на падающей внешней характеристике подробнее, почему важна именно такая форма графика, и чем чреват обман? Предположим, что мы решили использовать для сварки аппарат с полого падающей внешней характеристикой, которой, кстати, часто грешат производители бюджетного сварочного оборудования. Некоторые производители в погоне за высокими токами, вместо номинального сварочного тока указывают ток короткого замыкания. При разработке дешёвого аппарата инженеры не мудрят, а создают источник с такой вот внешней характеристикой:

Ток короткого замыкания здесь, допустим, 200А, которые, недобросовестные продавцы обозначают как номинальный сварочный ток. Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения.
Чем ещё плоха данная внешняя характеристика для аппаратов ММА?

При изменении длинны дуги – будет серьёзно меняться и выдаваемый ток аппарата. Как видите диапазон изменения тока при полого падающей характеристике – очень велик, а значит о стабильности сварочного процесса говорить не приходится: аппарат с пологой ВАХ будет то прожигать металл, то не проваривать его в зависимости от положения электрода относительно сварочной ванны. Так же можно сказать, что для сварки покрытым электродом не подходят аппараты с жёсткой или возрастающей внешней характеристикой. Добиться стабильного процесса сварки при таких условиях будет невозможно.

В случае с крутопадающей внешней характеристикой Источника питания диапазон изменения тока будет незначителен, а значит процесс сплавления металла – гораздо стабильнее:

Именно поэтому, для ММА сварки так принципиальна крутизна падения графика. Чем круче – тем стабильнее процесс.
У современных источников питания для ММА сварки внешняя характеристика может быть комбинированной и состоять из 4-х участков:

Такая характеристика обеспечивает соответствие инвертора специфическим требованиям к каждой стадии сварочного процесса.
1 участок – Высоковольтной подпитки
Формируется специальной цепью с напряжением холостого хода 80-100В и Током короткого замыкания 10-50А, для обеспечения стабильности сварочного процесса при работе на малых токах.

2 участок – пологопадающий или жёсткий
Формируется основной силовой цепью с напряжением холостого хода 40-60В, с наклоном 0-0.05 В/А.

Эти параметры выбирают на основе компромисса:
- Требования экономичности (чем ниже напряжение холостого хода, тем дешевле источник питания)
- Получение удовлетворительных сварочных свойств: чем выше напряжение холостого хода, тем выше надёжность зажигания и эластичность дуги.
3 участок – крутопадающий (рабочий режим)
Обеспечивает поддержание устойчивого дугового разряда при установленном значении сварочного тока. Наклон участка можно изменять при проектировании источника – чем он круче, тем выше стабильность тока при изменении длинны дуги. Именно падающая форма данного участка, как уже было сказано, – гарантирует постоянство глубины проплавления и эластичность дуги.

4 участок – Форсирование дуги
О данном отрезке мы говорили выше, когда разбирались с функцией Arc Force. Некоторые источники имеют регулировку форсажа, что позволяет изменять жёсткость дуги. Уменьшение форсирования снижает разбрызгивание, увеличение – позволяет добиться увеличения глубины проплавления и снижение возможности залипания электрода.

Вы можете посмотреть данную статью в видео-ролике:
Внимание! Подделки из Китая!
 Сейчас многие покупают товары из Китая. Дешево, доступно, большое разнообразие различных изделий, деталей, наборов и т.д. Но не всегда и у всех можно купить качественный товар. Много попадается некачественного товара, брака и т.п. В статье, ниже расскажем о некоторых из них, касающихся радиолюбительства.
Сейчас многие покупают товары из Китая. Дешево, доступно, большое разнообразие различных изделий, деталей, наборов и т.д. Но не всегда и у всех можно купить качественный товар. Много попадается некачественного товара, брака и т.п. В статье, ниже расскажем о некоторых из них, касающихся радиолюбительства.
ШИМ-КОНТРОЛЛЕРЫ серии UC3842-3845
В не столь далекие времена, по которым иногда питаешь ностальгию, наша промышленность выпускала ШИМ – КОНТРОЛЛЕРЫ серии 1033ЕУ10/11, которые успешно применялись в импульсных блоках питания и преобразователях постоянного тока. На сегодняшний день приходится пользоваться тем, что ваяют наши братья по разуму из Поднебесной. Делюсь опытом по применению.
Начну с UC3842. Установив оную в регулятор скорости, при напряжении питания 18 вольт обнаружил, что отсутствует опорное напряжение 5 вольт. Перепробовал всю партию (20шт.) — результат тот же. Чувствуя себя полным идиотом, установил завалявшуюся КА3842. И тут произошло чудо — все заработало.
Т.к. 20 купленных штук все равно на выброс, решил поэкспериментировать: начал плавно повышать напряжение питания, которое по PDF допустимо от 16 (напряжение включения) до 30 вольт. При напряжении около 23 вольт все микросхемы начали работать, правда температура корпуса значительно при этом повысилась. Теперь объяснимо, почему в некоторых инверторах питание ШИМ осуществляется напряжением 24 вольта или временным повышением напряжения при включении.

В продолжение решил испытать на том же регуляторе ШИМ UC3843 — все прекрасно заработало. Уже почти захлебнувшись от радости, что хоть эта партия нормальная, померил выходное напряжение на двигателе, оно оказалось вдвое меньшим напряжения питания. На выходе ШИМ max заполнение импульсов 50%. Вывод: начинка на самом деле от ШИМ 3844-3845, что и подтвердилось установкой той же КА3842. Все по классике. Как говаривал небезызвестный Козьма: «Не верь написанному!»
На этом злоключения, к сожалению, не закончились. На одном из сварочных инверторов пришлось менять ШИМ UC3845. После установки обнаружилось отсутствие выходных импульсов. Замеры питания с помощью осциллографа показали, что напряжение достигает 8 вольт, потом снижается и так происходит волнообразно.Подключил внешний источник питания 12 вольт, все заработало как в сказке. Перепробовав всю партию, установил опять же КА3845 из старых запасов, все заработало. Причина проста: потребляемый ток UС3845 оказался в несколько раз больше, нежели чем у КА3845.
Китайские силовые транзисторы
К сожалению, китайские комплектующие, которые попадают к многострадальному отечественному потребителю, порой вызывают недоумение в лучшем случае. Особенно это проявляется в сварочных аппаратах на предельных значениях тока.
Предыстория такова: прельстился низкой ценой силовых транзисторов FGH60N60SFD. Соблазн — цена почти в три раза ниже фирменных. Чем черт не шутит?! Поэт писал, нашли бриллиант в навозе, помыли — засверкал он ярко…
Первое, что насторожило при прозвонке транзисторов мультиметром — это отсутствие демпферных диодов несмотря на то, что маркировка предполагает их наличие.
Подумав немного, решил их использовать- не пропадать же добру. На роль «жертвы» был выбран 164 Престиж (благо там стоят HGTG30N60A4). Но, как собственно и следовало ожидать, попытка закончилась плачевно — взрыв через 5 секунд на холостом ходу. Для критиканов и советчиков: импульсы и пр. были в норме, ограничительное сопротивление в цепи
220v присутствовало (что в итоге и подтвердилось успешной установкой транзисторов HGTG30N60A4).
Вывод прост: транзисторы со столь сладкой ценой — хлам, место которым на помойке.

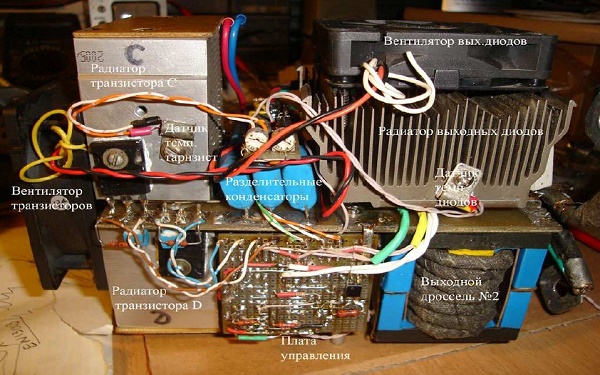
Для разбора полетов одиночный транзистор серии 1E32AB (в первом ряду на фото) был безжалостно вскрыт с помощью молотка и наковальни. Утолил любопытство так сказать. Кристалл транзистора на месте, а диодом и не пахнет. В доказательство правоты, тем же методом был вскрыт неисправный, но ранее работоспособный транзистор (третий ряд снизу серия 1С098К), на котором четко виден силовой кристалл и демпферный диод.
Кстати, даже кристаллы сравниваемых транзисторов отличаются по внешнему виду, размеру и расположению. В дешевом транзисторе серии 1Е32АВ установлена некая совершенно иная структура, изготовленная из «алмазной пыли» Поднебесной — специальное качество, штампуемое нашими китайскими друзьями специально для российских потребителей. Special for you, my dear Russian friend, так сказать.
Подделка транзистора RJP5001
Почти ничем не отличается от оригинального транзистора, но выдает корпус: нет круглых выштамповок в верхних углах, на поверхности видны следы шлифовки корпуса. Кристалл такого транзистора исчезающе мал на фоне оригинала. На практике такие транзисторы не выдерживают положенных нагрузок.

Подделка транзистора K4207


Китайская подделка TIG056
Корпус со шлифовкой на лицевой стороне, не очень аккуратно выполнена. Маркировка тонким шрифтом, двумя строками вместо трех. Выштамповки вроде-бы есть, но не там и не в тех количествах. Кристалл меньше раза в два.

Китайская подделка IRFZ44N

Вывод для нас безрадостен: завалили просторы российские китайским ширпотребом.
Попробую себя в роли капитана Очевидность — лучше все-таки приобретать, несмотря на более высокую цену, электронные комплектующие известных фирм, которые хоть как-то гарантируют их работоспособность.
Потерянная на покупке сумма в общем-то ничтожна. Наиболее ценен приобретенный опыт и передача оного таким же как и я.
Китайский сварочный инвертор Blrberry
Наши братья из Поднебесной совершили технический прорыв, создав сварочный аппарат с питанием от сети 220 вольт на выходной ток 315 ампер, весом 5 кг, довольно скромными размерами и весьма привлекательной ценой.

Сняв корпус с этого чуда техники, я пришел в восторг от сообразительности китайских интеллектуалов и их умением делать деньги в расчете на «дурака».

На фото видно, что данный аппарат — копия трехэтажной этажерки ZX-7, которая рассчитана на ток 160-200 ампер, но никак не 315 ампер.

Дальше веселее, из трех силовых трансформаторов установлено всего два, транзисторов в плече тоже два, диодов побольше – целых восемь, но даже для 200 ампер маловато. Из четырех конденсаторов фильтра оставили три, и на этом спасибо


Вместо дросселя естественно перемычка, вентилятор обдувает сам себя, ну а такие мелочи как варистор и прочее просто отсутствуют.
Забыл упомянуть про сетевой шнур 1,5 квадрата и 16 амперный переключатель сети.

Огорченный поломкой клиент уверял, что эксплуатировал аппарат при токах не более 150 ампер. Чтобы разобраться в ситуации аппарат был вскрыт при нем (к слову, небесполезная привычка при ремонте современной техники). Рядом невзначай оказался настоящий ZX-7 (правда тоже китайский, но не урезанная версия ). Сравнив близнецов, «счастливый обладатель» уникального девайса вспомнил мать свою и всех родственников по ее линии, а, успокоившись, поведал, что это чудо техники ему «втюхали» (извините, но это сленг современных менеджеров) даже не на базаре, а в магазине (каком не стану говорить, иначе затаскают по судам). А затем, после незамедлительной поломки, в гарантийном ремонте отказали, сославшись на неправильную эксплуатацию.
Чем закончилась сия грустная история? Клиент согласился на уровень предельного выходного тока 160 ампер и аппарат, с небольшим добавлением деталей (транзисторы 2837, реле и прочее), был реанимирован. Но я до сих пор вижу перед собой глаза горемыки, который повелся на бросовую цену и сказки современных продавцов от прилавка.
К слову, завышением параметров страдают и вполне известные китайские бренды, но их наглость исчерпывается пока только 10-20 процентами и обычно это наглость выборочная, по им одним известным критериям.
А вот и (барабанная дробь) название продвинутой фирмы, отдайте ей дань “уважения”.

Сварочный инвертор ATTACKER MMA200
Представляю очередную «качественную поделку» наших братьев по разуму, гордо называемую сварочный инвертор ATTACKER MMA200. На сей раз при заявленном выходном токе 200 ампер, вместо 60 амперных транзисторов установлены 20 амперные. Смотри на фото ниже комплектацию и результат нескольких минут работы.
Аплодисменты рукотворному чуду китайской фирмы «Рога и Копыта» (а может и российской. тайна сия покрыта мраком).
Лохотрон по-китайски: сварочный инвертор ATTACKER MMA200

Конденсаторов фильтра всего два, диодов силовых шесть, что тянет максимум на 140 ампер.

Аскетизм при сборке данного сварочного аппарата наводит на мысль, что при покупке надо требовать вскрытия аппарата в магазине. Иначе есть шанс, расставшись с 6-7-10 тысячами кровно заработанных рублей, остаться при своем интересе как только переступишь порог оного заведения.
При покупке товара внимательно читайте отзыв на сайте продавца и сами оставляйте правдивые отзывы для других.
Дополнительные рекомендации по выбору оборудования
Выбор сварочного инвертора требует внимания к такому параметру данного оборудования, как величина номинального тока. Номинальным считается такой ток, при котором сварочное оборудование работает без перегрузок и не перегревается.
Выбирать сварочное оборудование по значению номинального тока следует с некоторым запасом. Так, к примеру, если вы преимущественно будете использовать аппарат при значениях тока в 120 Ампер (сварка деталей толщиной до 4 мм электродом с диаметром 3 мм), то выбрать стоит инвертор, номинальный ток которого составляет 160 Ампер (на 30–50% больше).
Соблюдать такое правило следует еще и потому, что в наших электрических сетях часто случается значительное понижение напряжения, что сразу влечет за собой и снижение силы сварочного тока. Выполнить качественную сварку в таких случаях, если вы подобрали сварочное оборудование без учета запаса по номинальному току, будет практически невозможно. Оказывать влияние на снижение сварочного тока может и длина проводов, с помощью которых вы подключаете оборудование к электрической сети.
При выборе аппарата важно также оценивать степень его защиты от влаги и пыли. Для этого недостаточно просто взглянуть на фото такого оборудования, а вот узнать о том, какому классу соответствует его защита, стоит. Для бытового использования вполне подойдут модели, класс защиты которых обозначается IP21. Есть модели инверторов с классом защиты IP23, которые могут эксплуатироваться даже под косым дождем, но переплачивать за такую опцию нет смысла, потому что мало кто будет выполнять сварочные работы в таких погодных условиях, да и хранят подобное оборудование не под открытым небом.

Инверторный аппарат от известного производителя Ресанта
Существует еще несколько немаловажных характеристик, на которые следует обращать внимание при выборе сварочного аппарата. Учитывайте следующее.
- Предусмотрены ли у аппарата дополнительные опции, которые делают работу с ним более удобной и комфортной? К таким опциям относятся: «Горячий старт» — быстрое, практически мгновенное, зажигание сварочной дуги; «Антизалипание» — в тех случаях, если электрод залип на свариваемой детали, сварочный ток автоматически перестает подаваться на него; «Форсаж дуги» — опция, особенно полезная при выполнении вертикальных сварочных швов.
- Ремонтопригодность аппарата. Сварочные инверторы являются достаточно сложным оборудованием, для ремонта и технического обслуживания которого необходимы не только специальные знания, но и соответствующие комплектующие элементы. Поэтому, если в вашем регионе нет авторизованного сервисного центра по обслуживанию аппарата, который вы собираетесь приобрести, то лучше остановить свой выбор на устройствах других торговых марок.
- Гарантийный срок. Важный параметр, на который также стоит обращать свое внимание при выборе аппарата. Производители с именем предоставляют на свое оборудование гарантийный срок до двух лет, в то время как у малоизвестных китайских компаний такой срок может измеряться всего двумя–тремя месяцами.
- Возможность модернизации устройства с целью повышения его функциональности. Такое качество важно в том случае, если вы собираетесь использовать аппарат для сварки не только обычных сталей, но и цветных металлов, которые можно качественно соединять только в среде защитного газа. В таких случаях лучше остановить свой выбор на оборудовании, к которому дополнительно можно подключить устройство для подачи защитного газа и, соответственно, сам газовый баллон.
Как видите, если правильно подойти к выбору сварочного инвертора, то можно приобрести аппарат, который даст вам возможность эффективно и качественно решать задачи, связанные со сваркой различных металлических конструкций.