Захваты для кузовных работ своими руками
Как изготовить стапель для кузовного ремонта самостоятельно в 4 этапа? подробная инструкция
Как изготовить стапель для кузовного ремонта самостоятельно в 4 этапа? подробная инструкция
ВНИМАНИЕ! Найден совершенно простой способ сократить расход топлива! Не верите? Автомеханик с 15-летним стажем тоже не верил, пока не попробовал. А теперь он экономит на бензине 35 000 рублей в год! Читать дальше»
Главная роль зажимов кузовных – создавать тянущие и давящие усилия в процессе вытягивания автомобильного кузова. Если стапель эффективно правит деформации способом вытягивания выбоин кузова, то без особых зажимов он — просто бесполезная штука. И действительно, фиксация и ухват делается при помощи хороших зажимов, как правило, с 4-х сторон. От надежности фиксационного момента зависит практически все. По этой причине для кузовного мастера актуально уметь подбирать правильные зажимы.
Некоторые стапельные аппараты оснащаются зажимами передвижного типа. Они перемещаются без ограничений, давая легкий доступ ко всем начальным точкам металлического остова, правя его в любом из направлений.
Кузовной ремонт автомобиля своими руками

Поговорим о проблемах с кузовом автомобиля, возникающих из-за коррозии. Каждый понимает, что если с ней не бороться, начнется процесс разрушения в местах образования очагов.
Существуют различные способы борьбы, такие как антикоррозионная обработка, но если кузов уже де-факто проржавел, прогнил и уже грозится развалиться, поможет только капитальный ремонт, либо частичный – замена прохудившихся частей.
Ремонт можно выполнить самостоятельно в гараже при наличии необходимого оборудования.

Новички в деле восстановления кузова автомобиля считают, что такой ремонт можно выполнить ручной дуговой сваркой. То есть берешь штучный электрод с обмазкой и варишь. Это далеко не так.
Штучный электрод неэффективен при сварке тонкостенных стальных листов. Толщина кузова колеблется в пределах 0,8 … 1 мм. Ясно, что получить качественный сварной шов без включений шлака и прожогов затруднительно на таких толщинах. Тем более, что часто приходится варить такой листовой материал встык.
Оборудование для кузовного ремонта
Оказывается, что наиболее качественная и эффективная сварка доступна только с углекислотным полуавтоматом – именно его чаще всего используют СТО для кузовного ремонта. Задайте ток – автомат оптимизирует скорость подачи проволоки. Задайте скорость – и сила тока будет скорректирована до оптимальной величины. Или просто выберите толщину листа. Вероятность сквозных прожогов и оплавления металла минимизируется. Берете горелку двумя руками – и получаете качественный и прочный шов.
Углекислотный полуавтомат подходит только для черных металлов, сварку нержавеющей стали и цветных металлов и сплавов проводят в среде аргона.
Нужно отметить, что в последнее время для ремонтно-восстановительных работ кузова автомобиля применяют контактную точечную сварку. Некоторые аппараты специально «заточены» под такой ремонт – имеют удобный интерфейс и перечень настроек для эффективной работы с кузовом. Плюс в сумме со специальными приспособлениями – такой аппарат в результате дает быстрый и качественный ремонт, который ничем не уступает ремонту полуавтоматом. Если кузов на заводе изначально был собран контактной точечной сваркой, то ее же и рекомендуется применять во время проведения работ по восстановлению кузова.
Сварка полуавтоматом

 Вводный инструктаж для новичков, которые хотят переварить свой автомобиль, но не знают с чего начать.
Вводный инструктаж для новичков, которые хотят переварить свой автомобиль, но не знают с чего начать.
Итак, подробно об минимуме инструмента, который Вам понадобится для начала:
- Сварочник
- Болгарка
- Дрель
- Проволока
- Баллон с углекислотой
- Шланг, соединяющий баллон
- Редуктор (будет регулировать подачу кислоты).
Приобретите миллиметровый лист стали размером 2х1,2м для организации латок . С него вы сможете вырезать кусок и вварить его в «прогнившее» место (после его предварительного удаления). Но прежде чем приступить к ремонту кузова автомобиля, потренируйтесь. В стальном листе вырежьте 2 образца размером 100Х100мм. Выполните в одном из них 10-15 отверстий не менее Ø5 мм дрелью или дыроколом. Сложите его со вторым образцом и начинайте варить. Подберите такую подачу проволоки и величину напряжения, при которой у вас будет получаться шов. На слабом токе вы будете недоплавлять металл, на сильном – проплавлять его. Нормальная сварка — это когда проволока из полуавтомата расплавляется и полностью заливает отверстие.
Настройка полуавтомата
Горелку уприте в металл, к которому прикреплена клемма массы, и отрегулируйте подачу проволоки на панели управления аппарата путем установки скорости на минимум. Нажмите на курок горелки: если подача проволоки медленная – вы это поймете – она начнет «стрелять». Увеличивайте скорость подачи, пока инвертор не начнет нормально варить. Если скорость слишком большая, проволока будет «отбрасывать» горелку назад из-за того, что она не успевает плавиться. Скорость подачи достаточно подобрать один раз и при дальнейших работах не менять.
Сила тока подбирается в зависимости от толщины металла. Ставьте минимальный ток, если нужно будет его добавить, это вы почувствуете интуитивно по характеру образования сварочной ванны. Излишки остывшего металла зачищаются болгаркой.
После того, как Вы отточите свое мастерство на образцах, переходите к сварке автомобиля. Варить начинайте с ровных поверхностей. Берите горизонтальные швы, когда электрод находится сверху (нижняя позиция). Потолочные и боковые швы, когда металл под силой тяжести вытекает с ванны, освоите позже. Здесь нужно учитывать гравитацию и требуется определенная сноровка.
Если у вас проржавел, например, заход на порог, вырежьте его болгаркой. Далее подготовьте латку с запасом, так как сварку выполняют внахлест по сантиметру с каждой стороны. Можно сделать и встык, но это делается в исключительных моментах, так как сварка встык дает меньшую прочность. Понятно, что металлическая накладка должна повторять изгибы дефектного места.
Сварку ведут путем наплавки точками, но не ставьте их один за другим по периметру латки, а ставьте их на диаметрально противоположных местах. Ставятся точки поочередно с одного края (сверху), потом с противоположного (снизу), прихватывается середина левого края и затем, правого. После прихватки заканчивают сварку точками в шахматном порядке. Места в которых нужно накладку прижать плотнее, можно прикрутить ее саморезами. Возможен и вариант изначального крепления латки на саморезах, что позволяет ее правильно выставить перед сваркой. Деталь размером 100х100 мм достаточно прихватить 8-ми такими шурупами.
Металл должен плотно прилегать к кузову. Если он где-то идет с зазором, используйте деревянную ручку молотка как прижим. Форма придается металлу лучше, когда вы прогреваете его: проварили точку – и сразу же молотком нужно подстучать, где не совсем точное прилегание.
Начинайте ремонт с легких мест, остальные можно будет освоить, когда вы поймете, как гнуть металл и «почувствуете» свой полуавтомат. Ремчасти крыльев, арок, моторный щит, силовые части машины лучше не трогать, пока не приобретете достаточный опыт, так как последствия при неумелом вмешательстве могут быть самыми неожиданными, вплоть до создания аварийной ситуации на дороге.
Технология ремонта порогов своими руками
 Порог находится в наиболее агрессивной среде, а потому является местом сильно подверженным коррозии. Если ваш порог проржавел, он требует немедленного ремонта. который вполне под силу выполнить самостоятельно.
Порог находится в наиболее агрессивной среде, а потому является местом сильно подверженным коррозии. Если ваш порог проржавел, он требует немедленного ремонта. который вполне под силу выполнить самостоятельно.
Итак, общая последовательность работ по восстановлению порога, следующая:
- Зачистка проблемного места болгаркой с металлической щёткой («волосатым» кругом)
Будьте очень аккуратны во время работы, используйте защитные очки, но лучше маску. В любом случае,  средствами защиты пользоваться обязательно нужно, потому что элементы щетки вылетают из нее и могут травмировать лицо и тело.
средствами защиты пользоваться обязательно нужно, потому что элементы щетки вылетают из нее и могут травмировать лицо и тело.
Если у Вас есть беруши, их лучше использовать, уж очень сильный звук производит инструмент. Зачистка производит много пыли, чтобы сохранить легкие одевайте респиратор.
Обратите внимание на одну небольшую тонкость: когда вы защищаете поверхность «волосатым» кругом металл вышлифовывается, но при этом вы также может накатить (завальцевать) на соседний фрагмент ржавчины металл, что обязательно проявится со временем.
- После того как вы обработали металл, нужно пройтись 120-й (или хотя бы 240-й) шкуркой так, чтобы появились риски. Это требуется для того, чтобы материал, который наносится в следующем пункте хорошо схватился.
- Обработать Цинкарем (могут быть разные варианты, такие как Цинкон, Цинкор) – преобразователями коррозии на основе цинковых и магниевых элементов, ортофосфорной кислоты и т.д. После того, как он «сделает свою работу», нужно повторно пройтись шкуркой до полного удаления остатков Цинкора и ржавчины. Завершить операцию нужно обезжириванием поверхности (сделать это можно, как известно, любым в наличии имеющимся растворителем, Уайт-спирит, нефрас, ацетон и т.д.)
- Чтобы обеспечить порогу надежную защиту наносят эпоксидный грунт.
Почему именно эпоксидный, а не акриловый или кислотный.
Кислотный грунт (он же фосфатирующий, либо реактивный) наносится, чтобы удалить какие-либо элементы коррозии в порах, углублениях, которые вы не смогли вычистить.
Эпоксидный грунт является первичным грунтом и имеет очень плотную структуру, он намного плотнее, чем акриловый. Он не пропускает ни влагу, ни воздух, которые как раз и нужны для процесса коррозии.
- Следующий этап, нанесение баранка (антигравия) – называется он так, потому что похож на баранью шерсть после высыхания. После отвердения его обязательно нужно закрасить, потому что баранок при попадании на него солнечных лучей рассыхается и разрушается. Мыть такой порог будет очень трудно.
Если порог прогнил до дыр, аварийное место вырезают. Вырезанную часть в дальнейшем можно использовать как шаблон, который можно приложить к листу и нацарапать на нем контуры будущей накладки. Отрезать нужно не по намеченному, а чуть с отступом. Вырезанные части порога, которые имеют радиус можно «образмерить» с помощью листа бумаги и в дальнейшем отпилить «накладку» по этому листу и придать ей нужную форму с помощью, например, плоскогубцев и тисков. Далее латка прихватывается точками к порогу машины внахлест.
Во время сварки не пользуйтесь щитком, который нужно держать в руке, лучше обзавестись полноценным хамелеоном, который и плотность затемнения светофильтра подберет автоматически, и защитит все части лица от обжигающего (кожа просто обгорит) влияния инфракрасного излучения. Щиток защищает от прямых лучей, с боков у него защиты нет и отражения от лакированной поверхности автомобиля (от дверей и других его частей), могут попасть в глаза, вызвав их повреждение. Думайте о своем здоровье!
Латочный ремонт порогов достаточно эффективный способ продлить ему жизнь. Тем не менее, это всегда временная мера, так как невозможно вычистить коррозию и обработать защитой порог изнутри, которая даст возможность хозяину поездить еще какое-то время, пособирать денег на замену.
Гарантию качества и долговечности вам даст только капитальный ремонт, т.е. когда порог полностью снимается и обрабатывается по всем поверхностям, либо ставится новый.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Зажимы от AIST

Теперь для сравнения рассмотрим зажимы от производителя Аист:
- Крюк вытяжной 5-тонный, ценою 1,8 тыс. рублей. Имеет ширину захвата в 80 мм. Предназначен для цепей и эффективной фиксации растяжки к кузову;
- Пластины для выпрямления дверных стоек 2-тонные. Стоимость зажимов этого типа – 2,7 тыс. рублей. Идеально фиксируется к поверхности автомобильного кузова;
- Пластина кронштейн, отличный вариант вытяжки деформированного кузова. Выдерживает до 3 тонн, используясь с цепями. Фиксация осуществляется с помощью винта. Стоимость пластины – 2,7 тысяч рублей;
- Зажим с 2-я направлениями, выдерживающий 3/2 тонны. Применяется для правки кузова. Дает возможность вытягивать металл в прямом направлении с усилием до 3-х тонн, в боковом – до 2-х тонн;
- 5-тонный зажим для кузовных работ фирмы Аист, ценою 2,9 тыс. рублей очень функционален. Он работает всего в одном направлении, ширина губок оставляет 45 мм;
- 2-тонный зажим для проведения кузовных работ, ценою 2,9 тыс. рублей. Идеальная плоская конструкция дает возможность легко работать в ограниченном пространстве. Функционирует в одном направлении;
- Захват, ценою 3 тыс. рублей – очень удобный инструмент для проведения различных работ по кузову;
- Клещеподобный 5-тонный кузовной зажим, ценою 3,4 тыс. рублей. Ширина губок составляет 40 мм.
Изготовление
Изготовить ручной кромкогиб своими руками для авторемонта или выполнения других работ (например, строительных) вполне возможно.
В первую очередь потребуется сделать чертежи или распечатать их в интернете. После подготовки необходимых элементов можно приступать к сборке инструмента.
Есть несколько вариантов для того, чтобы собрать ручной станок для кузовного ремонта.

Способ первый
Первый этап.
- Сначала потребуется снять фаски, формат которых должен быть 7*45 градусов с длиной 300 мм.
- Далее проводится работа с пуансоном, к которому приваривают оси из стали. Диаметр каждой – 10 мм. Только после этого делают выборки. Они будут находиться на прижиме.
Второй этап.
- Основание необходимо зажать в тиски, как и деталь, посредством которой осуществляется прессовка металла. При этом оба элемента обязательно должны быть не только в одной плоскости, но и быть расположенными плотно друг к другу.
- Стальные щетки потребуется приварить к основанию.
- В имеющиеся отверстия нужно поставить зажимные болты. Шпильки также необходимо прикрутить к швеллеру, а потом установить ограничительные гайки.

На последнем этапе сборки самодельного кромкогиба для авто приваривают ручки к толстостенному уголку.
Способ второй
Второй вариант для листового металла сложнее в исполнении, но позволяет самостоятельно сделать качественный кромкогиб для работ с машинами или создания элементов для стройки.
При изучении описания каждого устройства и чертежей к нему стоит понимать, что габариты конечного изделия зависят от размеров имеющихся заготовок.
Если планируется сделать крупногабаритное оборудование, то для него потребуется подготовить специальную площадку для установки. Это может быть деревянный или сделанный из толстой фанеры стол.

Такой станок должен выполнять 2 операции: сначала прижимать заготовку посредством установленной струбцины, а потом выполнять отбортовку по установленному контуру при повороте ручки с пуансоном.
Специалисты советуют сваривать конструкцию, но при этом параметры отбортовки меняются. Вот почему пуансон сборного типа лучше. Крепление отдельных элементов производится за счет устанавливаемых болтов.
От мастера требуется с максимальной точностью спроектировать посадочные места.
Образование кромки начинается только после того, как заготовка фиксируется между установленными прижимами.

У отбортовочного штампа в момент использования станка совмещаются две половины. А происходит это во время перемещения опорного кронштейна. В конструкции ручного кромкогиба роль направляющей выполняют ограничители.
Если изменить форму пуансона, то станет возможным производить отбортовку под прямым или другим нужным углом. Этот параметр увеличивается до 120 градусов.
Чтобы это стало возможно, на ограничителе делают скос небольшой величины.

Прочие рихтовочные молотки
Помимо обратного молотка, существуют и некоторые другие варианты молотков, предназначенных для кузовного ремонта, например такие, как кирочка и усадочный. Однако все модели рихтовочных инструментов такого типа имеют некоторые общие особенности.
Бойки таких молотков состоят из резины или какого-либо прочего эластичного материала. Это необходимо для обеспечения мягкого воздействия молотка на обрабатываемую поверхность в процессе рихтовки. Благодаря этому происходит устранение дефектов без нанесения новых повреждений материала. Рихтовочные варианты инструментов оснащают расширяющимися к концу ручками нередко с резиновыми накладками. Они обеспечивают удобный хват, надежное удержания инструмента и предотвращают выскальзывание его из руки.
Многие рихтовочные инструменты обеспечивают возможность смены насадок из различных материалов, идущих в комплекте, благодаря наличию резьбы на рукоятке.
Метки: кузовной зажим, стапель, своими руками
Комментарии 66
Привет. Тут не стоит терять время. Лучше сделать самому приспособы для стапеля и споттера и т.д. Хороший заводской металл служит много лет. Его напильник не берет. А вот если зажимы г… То можно даже завод выбросить на помойку. Толку с них мало. Разгибаются, насечка съедается мгновенно. Есть и китай качественный. Сейчас все китай. Смотреть нужно когда берешь.
Да купил потом заводской, он справился со своей задачей)
тут все советуют купить т.к. метал Г, для праздного любопытства хочу спросить а можно качественный метал найти или дорого.
найти можно просто надо будет тогда фрезеровать из цельного
Приспособа в пыточную камеру?
ага для стамотолога
было бы смешней — для уролога
Заводской зажим решает, эта самоделка фуфло полное, косынками обварить никуда потом не влезет.Я пользуюсь недорогими зажимами tota clamp, может у себя в регионе найдете.Цепи пользую от угольного транспортера.Одно звено разрезал как соединитель, так пока разогнуть не получилось, хотя бывают и бусики и грузовые кабины, а там металл огого.
ИМХО: клин стоит сделать более острым…тем самым будет больше усилие зажима…ну и длинные стороны «губок» можно потолще…
только если наварить передние стенки или сзади закладные подварить
купи в магазине настоящие …намучаешся с самопалом да …дорогие …но они работают как положено …
Принцип работы зажима желательно изменить. Простой захват срывает лебёдка в 250 кг усилием. Надо с клиновым зажимом, чем сильнее тянешь, тем сильнее сжимаются губки захвата.
этот намного слабее моего это точно мне лонжерон вытягивать а не замятый порожный шов. слабоват
Мой проверен 2.5 тонны тянет, а ваш нарисован и не испытан. Ни чем не обоснованно предположение о слабости…
что значит 2,5 тонны чем измерено усилие
лебедкой на 2.5 тонны. которой натягивал до предела и чтобы снять напряжение простукивал обратным молотком… Вы слишком самоуверенны.
дело не в самоуверенности, просто не видно жесткости конструкции, вся надежда на толщину металла
мне кажется качество металла не даст воплотить задумку. выгнет. а если варить — еще больше ослабит. опасно если сорвется
хз. если это поганый чермет то хоть коли хоть вари. попытка не пытка. в лобешник отлетит разок — видно будет. я б лучше нормальный зажим купил
Калить нельзя, порвет при рывках…
мне кажется качество металла не даст воплотить задумку. выгнет. а если варить — еще больше ослабит. опасно если сорвется
какая разница чем варить?
площадь нагрева во первых меньше и св-ва металла совсем другие чем-дуговой.)
ага и не прогреет — не проварит
площадь нагрева во первых меньше и св-ва металла совсем другие чем-дуговой.)
в данном случае при таких нагрузках сварка не очень надежна. может я и ошибаюсь. но рисковать — себе дороже
площадь нагрева во первых меньше и св-ва металла совсем другие чем-дуговой.)
не так давно варил » чудо лопату из 12 прута и проофиля. уже и закалывать пытался и усиливать. варил полуавтоматом — один хрен гнется и ломается. я никак не ожидал такого. и весь чермет строительный у нас такой.
мне кажется качество металла не даст воплотить задумку. выгнет. а если варить — еще больше ослабит. опасно если сорвется
Сварка не как не повлияет, так как будет ослаблен края швеллера которые ни как не участвуют в работе, то есть это все равно что взять швеллер уже на несколько мм.
сосед пользуется совдеповскими бытовыми тисками, чуть переделав их
сможешь фото сделать?
фото проблематично, гаражи кооперативные, друг друга встретить тяжело, но постараюсь объяснить -тиски эти состоят с двух частей, одна наковальня с крепежом к столу, к наковальне прикручивается струбцина выполненная по принципу пинцета с пружиной, набери «тиски ручные со струбциной»
А так идея хорошая
посмотри щас добавил картинки
Хорошо, я также думал.
Может выгибать швеллер по центру внутрь, когда будешь затягивать оба болта в центре, тем самым снизится сила прижима губок и крепление болта торцевого ухудшится. Появится зазор между полками швеллеров и изгиб их наружу. Может по краям приварить полосы для создания большей жёсткости?
Виды стапелей и их основные отличия
Всего существует 4 вида конструкции:
- Напольные. Стандартная конструкция на рельсах.
- Подкатные. Небольшие по размеру. Подобные конструкции хранят в гараже или мастерской.
- Рамные. Конструкции на цепях, предназначенные для полноценного ремонта и подъема машины на высоту.
- Платформенные. Предназначены для профессионального ремонта. Подходят для крупногабаритных машин.
Напольные конструкции
Напольный стапель еще называют стационарным. Его отличие в наличии на полу рельс, которые позволяют передвигать механизмы. С их помощью легко осуществить кузовные работы.
Стационарный стапель удобен благодаря выдвижным механизмам.
У напольных конструкций есть 3 преимущества:
- Занимают мало места.
- Стоят дешевле, чем другие стапели.
- Быстрый монтаж транспорта.
Недостаток в сложности монтажа конструкции.
Подкатной стапель – это стапель, который используют для легких работ по ремонту, если нет полноценного стапеля или его использование невозможно по каким-то причинам. Отличие в том, что подкатной стапель небольшой по размеру – не обязательно подкатывать машину к нему. Можно принести подкатной стапель к машине.
У этой конструкции есть преимущества:
- Она настраивается под разные виды машин.
- Возможность оснащения устройства гидравликой.
- У конструкции крепления зажимов нет аналогов.
- Возможность использования с большинством видов машин.
- Компактный размер.
Недостаток в том, что невозможно осуществлять сложные работы, связанные с большими перекосами.
Отличительная черта рамных конструкций в использовании рамы в качестве основы. Автомобиль фиксируют цепями. Чаще всего эту конструкцию используют для незначительного ремонта. Но, в то же время, структура рамных стапелей сложнее, чем других. В них монтированы захваты, которые позволяют фиксировать кузов машины в необходимом положении или даже поднимать его на определенную высоту.
Платформенные модели
Платформенная модель очень похожа на эстакадную конструкцию. Она позволяет тянуть кузов машины в любую сторону. На платформе стапеля можно установить много различного оборудования. Делать вытягивание на платформе очень удобно, а функциональности достаточно, чтобы сделать профессиональный ремонт непосредственно в гараже.




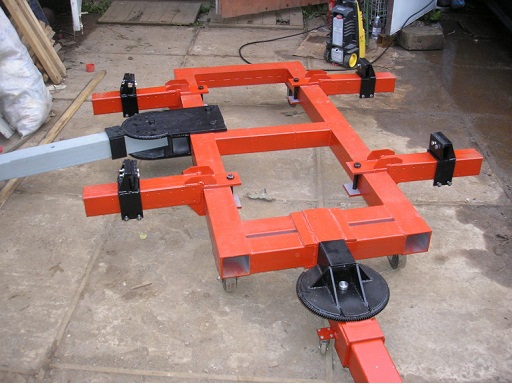
Мобильный самодельный стапель
Вот такой стапель сделал наш форумчанин Евсей.

За основу была взята конструкция легкого и мобильного финского стапеля Autorobot micro A.

Основными материалами, использовавшимися при изготовлении стали швеллер №10 и №12.
Ниже на фото основные узлы стапеля.
 Фиксатор поворотного механизма Фиксатор поворотного механизма
Фиксатор поворотного механизма Фиксатор поворотного механизма- Поперечина Поперечина
- Поперечина Поперечина
- Силовая башня Силовая башня
Немаловажная деталь стапеля – захваты порогов, своеобразные тисочки. Для их изготовления была использована листовая сталь толщиной 16 мм. Ширина захватов порогов 150 мм, стягивающие болты на 12, а втулки на 14 мм. Пружинки использовались от клапанов классики Ваза. «Губки» захватов сделаны из рашпиля по металлу.

Для работы с этим стапелем используется гидравлика из набора рассчитанная на 10 тонн.
Вот такой фиксатор цепи расположен на тягловой башне (стреле) стапеля, а также как работают захваты порогов.

Стапель в работе:
- Стапель в работе Стапель в работе
- Стапель в работе Стапель в работе
- Стапель в работе Стапель в работе
- Стапель в работе Стапель в работе
А вот собственно сама схема с размерами стапеля.

Для упрощения работы были сварены специальные подставки с заездом авто на них передом или задом и стало проще, а также гораздо быстрее подводить стапель под брюхо автомобиля.
- Мостики Мостики
- Стапель в работе Стапель в работе
- Стапель в работе Стапель в работе
- Стапель в работе Стапель в работе
У такой конструкции стапеля есть возможность поставить приспособу, чтобы тянуть вниз. Для этого нужно немного его модернизировать, поставив ролик скольжения под звенья цепи.

Минусы и плюсы данной конструкции стапеля сделанного своими руками. Возможно, стоит их учесть, если будете повторять такую или подобную конструкцию.
Минусы и доработки:
- Всего два захвата порогов и нет регулировки их по высоте.
- Фиксатор поворота стрелы по горизонтали: было железо 5 мм, надо минимум 10-15 мм.
- В процессе эксплуатации начали вылезать слабые места, которые были усилены.
- Длина телескопической стрелы в принципе избыточная, поэтому можно сделать короче.
- Как цеплять машину за пороги снизу этими захватами, если у них нет отбортовки, например, машины типа БМВ? Для этого понадобятся специальные адаптеры, которые стоят весьма не малых денег (есть варианты самоделок).
- Как плюсом, так и минусом можно считать мобильность стапеля и возможность поворачивать его в разные стороны, но в небольшом гараже, будет проблема с перемещениями.
С другой стороны, не каждый ремонт автомобиля требует использование стапеля и в таком случае его можно просто выкатить за пределы гаража. А для небольшого гаража будет практичнее сделать стационарный стапель (о нем поговорим чуть ниже).
Общие впечатления Евсея (автора проекта) от работы со своим стапелем:
В общем, красота, машина стоит на стапеле мертво, гидравлика тянет исключительно легко, как будто не железо тянешь, а картон или бумагу. До этого пользовался обычной лебедкой, поэтому могу сравнивать и сказать, что это небо и земля. Стапель зарекомендовал себя как настоящий труженик, оценка ему 5 с плюсом, очень мобильный и надежный.
Почитать на нашем форуме подробности и обсуждение данной конструкции можно здесь.
Как один из вариантов небольшого самодельного стапеля для использования в гараже, ниже в видео от Бориса АвтоДока, где он подробно рассказывает о своей конструкции.
Во втором видео, ошибки, выявленные уже при работе, как он их исправил и какие переделки сделал.
Изготовление стапеля
Сборка рамы выполняется сваркой. То есть навыки работы со сварочным аппаратом необходимы.
Стадии выполнения работ:
- В первую очередь собирается прямоугольник из металлопрофиля расчетной длины и ширины, ровно посередине его нужно укрепить дополнительным профилем. Сборка рамы выполняется так, как посчитает нужным будущий хозяин стапеля. Возможно, он захочет дополнительно укрепить продольные стороны рамы, возможно — поперечные. Какой-то определенной принципиальной позиции по этому вопросу нет.
- Для повышения устойчивости автомобиля на стапеле, в его углах нужно наварить высоты, которые будут препятствовать возможному съезду машины.
- Следующий этап — установка крепежей на продольных сторонах рамы. Крепежи — это зажимы с губками, которые потребуются для надежной фиксации остова автомобиля при воздействии на него нагрузок. Строгого места фиксации крепежей быть не может, они должны иметь возможность передвижения по всей длине рамы. Изготовление зажимов своими руками также возможно, но если они есть в свободной продаже, то особого смысла в этом нет, так как самодельный зажим будет стоить примерно столько же, сколько и заводской.
- Далее следуют работы по установке силовой стойки. Силовая стойка — это приспособление в форме перевернутой буквы «Г», которая также должна перемещаться по всей раме и надежно фиксироваться в любом месте. Можно сделать не одну, а две силовые стойки.
- Придание стапелю эстетичного вида. Этот этап заключается в обыкновенной покраске стапеля.
- Ну и в завершении работы самодельный стапель оснащается теми приспособлениями для ремонта, ради использования которых он и создавался: крюками, цепями, гидравликой.
Самодельный стапель готов, его использование поможет выполнять те виды кузовного ремонта, которые ранее были возможны только автомастерских, а способы его практического применения можно увидеть на различных видео.
Мастера кузовного ремонта в один голос скажут, стапель это первое необходимое оборудование в каждой кузовной мастерской. В нашей мастерской даже целых два стапеля, потому как работают два жестянщика. Хочу рассказать сегодня, как мне удалось изготовить самодельный стапель, точнее вытяжной механизм для стапеля.
По воли случая мне достался стапель с очень не удобной башней на трёх опорах. Так как в нашей мастерской полы не ровные башня стапеля переваливалась из стороны в сторону того и гляди упадет на машину или того хуже на человека. Сказано, сделано, сначала разобрал башню стапеля и достал оттуда гидроцилиндр, пришлось сливать гидравлическое масло. Самым сложным, оказалось, достать гидроцилиндр из башни стапеля, пришлось переворачивать башню с ног на голову и вытаскивать цилиндр сверху.
Информация:
Кузовной стапель – это приспособления для устранения больших, средних, мелких перекосов и восстановления геометрических параметров кузова. В последнее время высочайшую популярность получили стапеля роботы манипуляторы с лазерным сканированиям кузова. Отличительной особенностью таких стапелей является полное и точное восстановления геометрии кузова.

Изготовление вытяжного механизма стапеля
Перечень работ:
1. Изготовление приспособления для крепления цепи
2. Изготовления съемной анкерной опоры вытяжного механизма стапеля
3. Изготовления наконечника под опору
4. Изготовления наконечника под цепь
5. Сборка вытяжного механизма
Для изготовления крепления цепи к стапелю был использован лист железа толщиной 20 мм и размером 100 на 100 мм. Так же было принято решения усилить крепёж цепи двумя прутками из инструментальной стали, которые были приварены с обеих сторон сваркой в среде углекислых газов в центре листа отверстия на 20 мм с пропилом с одной стороны для крепления цепи.

Опора гидроцилиндра так же была изготовлена из листа железа 100 на100 мм с отверстиям по середине для крепления анкерного болта. Наконечники цилиндра изготовлены из подручных материалов, осталось отшлифовать болгаркой и покрасить.
Чего удалось добиться, легкость и скорость установки гидроцилиндра стапеля, согласитесь возиться с башней большая проблема.

Какие бы золотые руки у вас не были, но чтобы рихтовать кузов одних рук будет мало, здесь нужны специальные приспособления. Для того чтобы хорошо восстановить кузов после ДТП не обойтись без стапеля.
Его функция – прочно фиксировать автомобиль в процессе сжатия или растягивания кузова. Стапеля по своей конструкции бывают разные, но их можно объединить на три вида: рамные (в виде железной рамы), платформенные (для работы посложнее) и напольные (эти уже многофункциональные, передвижные, профессиональные).
Кому действительно нужен стапель, а купить его нет возможности предлагаю сделать стапель для кузовного ремонта своими руками а в этом я вам помогу.
Перед тем как начать делать стапель я хорошо прозондировал почву, перечитал много статей и пересмотрел не одно видео, чертежи в интернете.
Мы сделаем рихтовочную раму по принципу работы автомобиля. Рама под авто в форме прямоугольника, к коробам со всех четырех сторон крепятся крепления, они будут выходить на задней части подъёмной платформы, благодаря этому она будет мобильной.
Первым делом измеряем длину от переднего колеса до задней части. По ширине рама должна проходить между колесами. При помощи сварочного аппарата привариваем две металлические трехметровые палки и две палки по 800 мм. Чтобы избежать перекосов, разложим все на ровной поверхности.

Для того чтобы рама получилась ровной, без перекосов, все стороны перепроверяем при помощи уровня. Каркас также должен быть ровным, его проверяем при помощи рулетки, измеряя по диагонали от одного угла к другому накрест, размер должен совпасть.
Аккуратненько чтобы не было бугров на стыке, в форме прямоугольника свариваем каркас.

К каждому углу приварим косынки диаметр которых 7мм.

Приварим лапы. Для этого нам понадобятся заготовки: 4 металлических трубы по 550мм и 4 металлических полоски по 10мм.

Когда все детали будут готовы приварим их.

Лапу нужно варить так чтобы она была вставной, поэтому варим ее с полосами по обе стороны. Саму же лапу к каркасу не привариваем. К основе плотно приварим уголки из прочного металла, с другой стороны их приварим к лапе, так лапа не будет сдвигается в бока. Таким же образом привариваем оставшиеся три лапы. Далее перейдем к сверлильному станку.

Для стяжного механизма нужно сделать отверстия. Делаем колонки диаметром 30мм, шириной 150мм соответственно чертежам и зажимаем их под короб.

Болты такой конструкции должны выдерживать 10 тонн.

Соответственно схеме собираем базовую плату.

Заготовки базовых и средней плит готовы, теперь переходим к сверлению, также соответственно данной схеме. При сверлении не забывайте поливать сверло водой, чтобы оно не перегрелось и не затупилось.
Когда закончим сверлить заготовки, займемся нанесением рубцов и вырезанием канавок как на чертеже.

Все готовые заготовки собираем в единое целое и свариваем друг с другом. Вот что получается.

Делаем идентично все четыре стороны. На прямоугольною основу монтируем лапы. Затем ставим наш самодельный стапель под машину при помощи домкрата поднимаем ее и подгоняем лапы под пороги авто, Далее медленно опускаем авто на зажимы – затягиваем. И так остальные три стороны.
Убираем домкраты, и машина стоит на стапеле, сделанном своими руками.

С тыльной стороны монтируем рычаг.

Установить рычаг можно под любым углом. Сверлим отверстия для крепления рычага.
Для зажима на натяжитель использовали швеллер.

Тянущий элемент находится в разных углах, чтобы ввинтить болт мы перепроверим отверстия на плитах и в трубе.