Можно ли варить нержавейку полуавтоматом углекислотой
Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.

Полуавтомат для сварки металла в среде защитного газа
Свойства нержавеющего сплава
Начинающему сварщику рекомендуется учитывать некоторые свойства химического состава стального сплава, чтобы выполнить работу качественно. Среди основных параметров обычно выделяют:
- Низкую теплопроводность. Теплопроводность нержавеющей стали ниже в два раза по сравнению с другими металлами. В процессе сварочных работ металл может расплавиться больше, чем это необходимо. Устойчивость к коррозии в результате этого снизится. Для устранения негативных последствий мастера уменьшают силу тока на 20% и дополнительно охлаждают шов.
- Минимальный уровень температуры плавления. Для сохранности устойчивости к ржавлению в процессе работ сохраняют оптимальный режим температуры.
- Межкристаллитную коррозию. Является результатом образования карбидного соединения хрома и железа. Растекание, приводящее к коррозии металла, происходит при повышении температуры более 500 градусов. Для устранения нежелательных эффектов применяются различные способы охлаждения свариваемых конструкций.
- Высокий уровень линейного расширения стали. Литейная усадка стали происходит благодаря высоким температурам. Превышение температурного режима может привести к деформации металла и появлению между свариваемыми деталями трещин. С этой целью при работе с нержавейкой рекомендуется оставлять небольшие зазоры на расширение.
- Высокий показатель электрического сопротивления. Этот показатель может послужить причиной нагрева электродов из стали высоколегированного типа. Для предупреждения высокого нагревания длина электродов из никеля и хрома не превышает 350 мм.
Материалы и оборудование
Перейдем к выполнению самой сварки. Вам понадобится сварочный полуавтомат полупрофессионального или профессионального класса, присадочный материал для сварки нержавейки (состав проволоки должен быть идентичен составу детали, которую вы будете варить), баллон с газом. Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Если вы не можете по каким-либо причинам использовать газовый баллон, то газ и присадочный материал можно заменить на порошковую проволоку. Но помните, что качество швов будет заметно хуже.
Варианты настройки режимов сварочного аппарата
Для того чтобы качество сварного соединения было максимальным, а сам стык был предельно прочным и не мог разрушиться в скором времени после начала эксплуатации изделия, необходимо грамотно подобрать режимы сварочного аппарата.
При подборе параметров, в которых будет работать аппарат, необходимо опираться на следующие исходные данные:
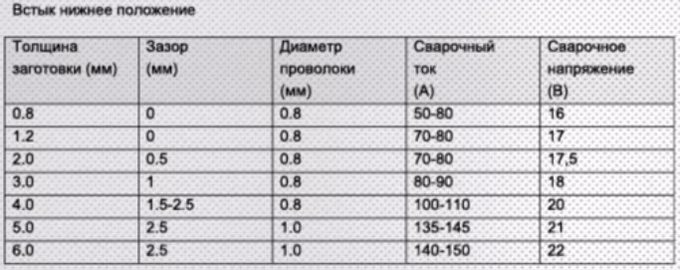
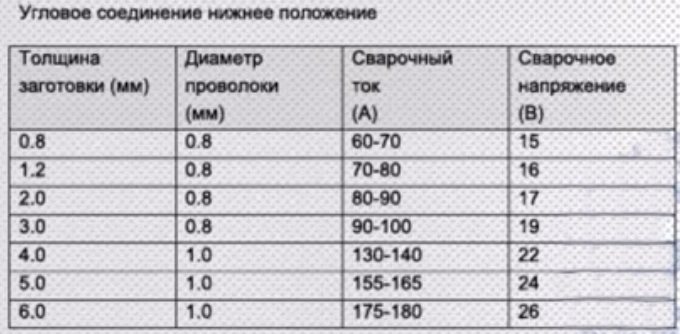
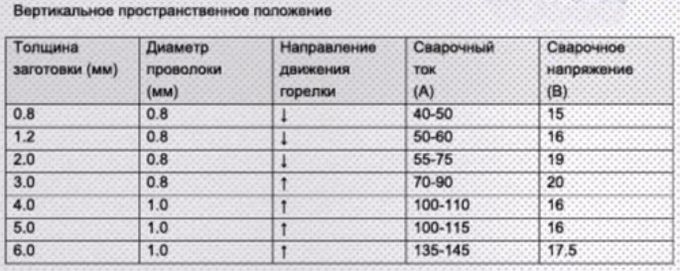
- вариант исполнения соединения (угловое нижнее соединение, нижнее соединение встык либо вертикальное пространственное);
- толщина свариваемых деталей соединения (чем толще металл, тем выше параметры сварочного тока и сварочного напряжения);
- толщина проволоки (здесь также действует правило прямой зависимости сварочного тока и сварочного напряжения от толщины проволоки);
- наличие или отсутствие зазора при сварке деталей встык и величина такого зазора.
Если речь идет о сварке деталей, где толщина металла каждой детали составляет 0,8 мм, и которая осуществляется встык с нулевым зазором с использованием проволоки толщиной также 0,8 мм, то сварочный ток находится в диапазоне от 50 до 80 А, сварочное напряжение не может быть выше 16 В.
Все основные режимы сварки можно увидеть в таблице.

- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
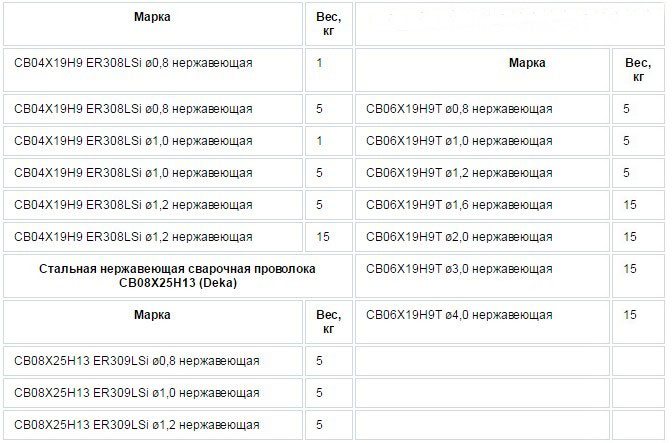
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.

Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Удобнее применять смесь аргона и углекислоты, процентное соотношение 98/2 (Ar-98%, CO2-2%). Опытные сварщики состав смеси варьируют в зависимости от марки нержавейки и своих предпочтений.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Наконечники приобретайте с запасом, в процессе работы они выгорают и аппарат тогда хуже варит.
Видео: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
Болгаркой зачистить рабочую поверхность изделия, при соединении в стык металла толщиной от 4 мм сделать кромки (канавки для наплавления металла). В этой статье, рассказывается про маркировку нержавеющих сталей и подготовку поверхностей.
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
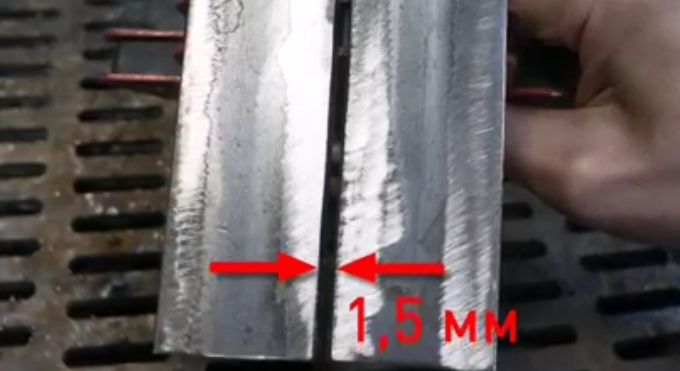
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Продвинутые модели оснащены ручкой регулировки индуктивности. Также, скорость подачи проволоки от диаметра может регулироваться переключателем.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.

В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:
Заключительные работы
Под действием высокой температуры на заготовках могут появиться деформации в виде пузырей. Их удаляют легкими ударами молотка через гладилку, двигаясь от краев к центру. Если избавиться от пузыря не удалось, его нагревают газовой горелкой и повторяют операцию.
Поверхности, пострадавшие от брызг расплавленного металла, зачищаются металлической щеткой или абразивным инструментом. Для удаления со шва окалины, которая быстро покрывается ржавчиной, проводят обработку составами, растворяющими ее. Чтобы повысить устойчивость сварного соединения к коррозии на него наносят средства, способствующие образованию оксидной пленки хрома.
Сварочный полуавтомат 

Сварка нержавеющей стали полуавтоматом происходит неспроста. Ведь он является электромеханическим прибором, который может выполнять сварочные процедуры практически с любыми металлами, даже трудно свариваемыми. Главной его особенностью является то, что электрод подается механическим устройством самостоятельно, без участия человека. Сварщик устанавливает скорость подачи, согласно требуемому режиму, и тогда все проходит с повышенной легкостью. Это не только облегчает сам процесс, но и делает его быстрее.

Схема сварочного полуавтомата
Существует несколько разновидностей этой техники. Основная классификация строится по типу защиты сварной ванны от негативного воздействия кислорода. К основным типам относятся следующие:
- Полуавтомат, предназначенный для работы с порошковой проволокой;
- Аппарат для сваривания в среде защитных газов, как активных, так и инертных;
- Техника для сварки под слоем флюса.
Порошковая, или как ее еще называют, флюсованная проволока стоит достаточно дорого, поэтому, данный способ не является слишком распространенным. Намного более практичными и рациональными являются те аппараты, которые предназначены для работы со средой защитных газов. Самыми доступными по стоимости являются полуавтоматы, которые предназначены для сварки под слоем флюса. Но доступность, в данном случае, является единственным преимуществом, так как качество соединения при этом заметно страдает.

Сварочная порошковая (флюсованная) проволока
«Важно! При выборе нужно обращать внимание не только на тип, но и на регулируемость настроек, так как при работе с нержавейкой параметры должны иметь плавный переход.»
Свойства нержавеющей стали
Перед тем как варить нержавейку с углекислотой, необходимо понимать, что это не обычная сталь. Это сложный сплав для процесса сваривания, поэтому рекомендуется обратить внимание на его физические свойства.
- По сравнению с той же обычной сталью у нержавейки теплопроводность в два раза ниже. То есть, чтобы проводить ее сварку, необходимо понижать сварочный ток. При высоком токе может образоваться прожог, потому что сам металл на всю свою массу тепло будет проводить с трудом. К тому же перегретый участок – это гарантия снижения антикоррозийных способностей металла. Поэтому выход один – увеличить охлаждение сварного шва и понизить ток на 20-30%.
- Существует такое понятие, как межкристаллитная коррозия металла. По сути, это когда при нагреве внутри стали образуется карбид, как следствие соединения железа и хрома. Такое может случиться, если температура нагрева доходит до +500С. Сами карбиды изнутри металла приводят к его растрескиванию. И, как следствие, коррозия. Поэтому нельзя допускать долгого действия температуры данного значения. Выход из этого положения – охлаждать зону сварки любыми средствами, даже водой.
- Нержавейка – это сталь с высоким линейным расширением. При нагреве металл очень сильно расширяется, а при охлаждении, соответственно, и сильно сужается. Такая огромная усадка приводит к растрескиванию сварного шва. Поэтому при сварке нержавейки даже полуавтоматом необходимо между заготовками оставлять увеличенный зазор. Он и будет компенсировать величину усадки.
- Есть такой показатель – электрическое сопротивление. Он у нержавеющей стали достаточно высокий. Именно это свойство влияет на перегрев электрода, сделанного из высоколегированной стали. Именно поэтому такие расходники имеют небольшую длину – в пределах 35 см.
Достоинства и недостатки

Несомненные преимущества сварки нержавейки полуавтоматом:
- Высокая производительность сочетана с качественным соединением;
- незначительное выделение дыма, что сохраняет здоровье и окружающую среду;
- небольшое разбрызгивание металла, вследствие автоматической подачи проволоки;
- универсальность – можно сваривать различные по толщине заготовки, а также разнородные металлы.
Один существенный недостаток – громоздкий газовый баллон. Это дополнительные затраты на его приобретение и неудобное перемещение.
Распространение метода стало возможным с развитием технологий и автоматизации процессов. Применяется в основном в промышленности для крупномасштабного производства. Работа со сварочным полуавтоматом, хотя требует определенных знаний и умений, все же остается одним из популярных видов обработки металлов. Подробнее о том как работать сварочным полуавтоматом можете в нашей статье.