В двигателе поршень с шатуном образуют так называемую шатунно-поршневую группу. При этом необходимо выделить отдельно поршневую группу, состоящую из поршня, поршневого пальца и поршневых колец. Сами поршневые кольца в свою очередь делятся на компрессионные (два верхних кольца) и маслосъемные (одно нижнее кольцо) кольца. Маслосъемные кольца могут быть выполнены цельными, либо разборными.
Существует два вида соединения поршня с шатуном:
• с плавающим пальцем; • с фиксированным пальцем.
Соединение поршня с плавающим пальцем
При таком соединении шатуна с поршнем поршневой палец может проворачиваться как в верхней головке шатуна, так и в бобышках поршня. Поршневой палец фиксируется при помощи стопорных колец, для которых выполнены специальные проточки в бобышках поршня. При сборке необходимо всегда устанавливать только новые стопорные кольца. В верхнюю головку шатуна в таких соединениях запрессовывается бронзовая втулка.
При сборке правильно подобранный поршневой палец, смазанный маслом, должен проходить в головку шатуна от усилия большого пальца руки.
В бобышки поршня палец должен входить с небольшим натягом и не выпадать из него при переворачивании. Для соединения поршня с шатуном поршня нагреваются в горячей воде с температурой 65-85 °С.
Поршневой палец подбирается к поршню одного класса (группы). Группы метятся цветной меткой на бобышках поршня или его днище, а на поршневом пальце не его торце. Необходимо подбирать поршня и пальцы одной группы, допускается применение соседней группы, но с обязательной проверкой соединения пальца с поршнем.
Соединение поршня с фиксированным пальцем
В данном случае поршневой палец неподвижен в верхней головке шатуна, но поршень подвижен в соединении с поршневым пальцем. Это всем известные моторы АвтоВАЗа. Для соединения с поршневым пальцем шатун нагревают до температуры 240 °С и с помощью специального приспособления быстро соединяют с пальцем, так как шатун быстро остывает. Остывший шатун «намертво» зажимает палец в своей головке (натяг 0.01-0.042мм) и потому нет необходимости в какой-либо фиксации поршневого пальца. В таких шатунах бронзовая втулка не устанавливается.
В соединении поршня с шатуном, поршневой палец служит осью качания шатуна. Это необходимое условие, так как при возвратно-поступательном движении поршня, необходимо, чтобы верхняя и нижняя головки шатуна имели шарнирное соединение. Например, в верхней головке шатуна это бронзовая втулка (плавающий палец), а в нижней головке – вкладыш шатуна на шейке коленчатого вала.
Поршневой палец воспринимает все силы, возникающие между поршнем и шатуном. Это сила инерции, появляющаяся во время изменения направления движения поршня, сила давления сжимаемой топливной смеси или воздуха в дизелях, а также и огромная сила давления расширяющихся газов (до 4 тонн). Дополнительно палец получает еще и изгибающее усилие, и усилие среза.
Подобные нагрузки могут привести к тому, что палец может получить овальность, что приведет к его заклиниванию в бобышках поршня или верхней головке шатуна. Овальность поршневого пальца может служить и причиной возникновения трещин в бобышках поршня и его разрушения.
Большинство современных двигателей имеют в своей конструкции соединения поршня с шатуном плавающие пальцы.
Детали поршня показаны на иллюстрации выше. Для снятия поршней двигатель должен быть демонтирован и головка цилиндров снята. Поддон картера также должен быть снят, чтобы добраться до шатунных подшипников. Ознакомьтесь с относящимися к этому разделами.
Поршни и шатуны выталкиваются рукояткой молотка с внутренней стороны блока цилиндров, после того как будут сняты крышки и вкладыши шатунных подшипников. Перед выполнением этих работ следует ознакомиться с нижеследующими указаниями относительно обозначения и направления установки:
Каждый поршень и соответствующий шатун следует обозначить номером цилиндра, с которого они снимаются. Это лучше всего сделать написав на днище поршня номер цилиндра. Также нанести на поршень стрелку указывающую на переднюю сторону двигателя. Когда поршень позднее будет очищаться от масляного нагара, стрелку следует нанести еще раз.
При снятии поршня с шатуном соблюдайте точное установочное положение крышки шатунного подшипника и сразу после снятия проверьте шатун и крышку подшипника на наличие номера цилиндра на одной стороне.
Днища поршней имеют засечку на кромке (инжекторный двигатель) или стрелку (карбюраторный двигатель), которая должна быть обращена вперед. Шатуны имеют маслораспылительные отверстия. При установленных деталях масляные отверстия, обозначения шатунных подшипников и направление «вперед» должны находиться в показанном на иллюстрации ниже положении. На иллюстрации изображены детали инжекторного двигателя. На карбюраторном двигателе наоборот, т. е. номер шатуна и крышки находится на той же стороне, что и маслораспылительное отверстие.
Правильно собранный поршень и шатун инжекторного двигателя. У карбюраторного двигателя метки (4) и маслораспылительное отверстие (2) должны лежать на одной стороне
1 — перед 2 — маслораспылительное отверстие 3 — размер поршня 4 — номер цилиндра
Порядок выполнения
Проверка поршней и шатунов
Порядок выполнения
Измерение вертикального зазора поршневых колец в пазах поршня. Щуп должен вставляться в соответствии с нижним изображением на левом рисунке
1 — плоский щуп 2 — поршневое кольцо
Поочередно вставьте все поршневые кольца с верхней стороны картера в цилиндр. Вставьте с помощью перевернутого поршня кольца примерно на высоту поршня. Благодаря этому они будут сидеть в отверстии ровно. Вставьте плоский щуп в зазор между концами кольца, как показано справа на иллюстрации ниже, чтобы измерить зазор в замке. Ми одно кольцо не должно иметь зазор более 1.0 мм. Требуемые значения указаны в Спецификациях.
Проверка зазора в замках поршневых колец. Вдвинуть кольца вниз перевернутым поршнем и затем измерить, как показано на правом рисунке
1 — поршень 2 — поршневое кольцо 3 — плоский щуп
При слишком маленьком зазоре (например, у новых колец, которые также должны измеряться) концы кольца можно подточить. Для этого зажмите напильник в тисках и подточите торцы кольца. При слишком большом зазоре кольцо должно быть заменено. Если требуется только заменить поршневые кольца, не растачивая цилиндры зазор в замках должен быть измерен на нижней стороне цилиндра. Верхнее и среднее поршневые кольца с верхней стороны имеют обозначения (не на всех двигателях). Все кольца следует установить так, чтобы обозначение (если имеется) можно было прочесть сверху. Проверьте поршневые пальцы и втулки шатунов на наличие ржавчины и износ. Если в неудовлетворительном состоянии находится только один шатун, следует заменить весь комплект.
Место посадки поршневого пальца в поршне должно быть таким, чтобы палец при комнатной температуре можно было задвинуть в поршень от руки (см. иллюстрацию ниже). Зазор пальца в поршне составляет 0.004 — 0.00 мм, однако его трудно измерить. Поэтому проверку следует проводить на глаз.
Проверка установки поршневого пальца
Измерение люфта шатунных подшипников
Эта работа описывается в Разделе Коленвал и подшипники коленвала в связи с коленчатым валом. Она производится с помощью полимерного волоска “Plastigage” или можно измерить внутренний диаметр шатунного подшипника и внешней диаметр шейки коленвала.
Сборка поршней и шатунов
Нагрейте проушину шатуна до температуры 60 – 70°С (опустите в горячую воду). Подготовьте подходящий стержень, который вставляется во внутреннюю часть поршневого пальца.
Хорошо смажьте поршневой палец и отверстие проушины шатуна.
Вставьте стопорное кольцо поршневого пальца с одной стороны в поршень. Проверьте, чтобы оно хорошо село в паз.
Запрессуйте палец подходящей оправкой в нагретый шатун.
При сборке должны соблюдаться следующие указания:
Порядок выполнения
Сборка поршней и шатунов
Порядок выполнения
Правильная сборка поршня и шатуна на карбюраторном двигателе. Стрелка обращена к передней стороне двигателя
1 — размер поршня 2 — отметка “перед” 3 — маслораспылительное отверстие 4 — номер цилиндра
Метки на днище поршней, т. е. метка на кромке (инжекторный двигатель) или стрелка (карбюраторный двигатель) должны указывать на переднюю сторону двигателя.
Расположите замки поршневых колец по окружности на 120° друг к другу. На иллюстрации показано, как замки колец смещены относительно поршневых пальцев. На двигателях обоих исполнений кольца располагаются одинаково.
Расположение замков поршневых колец. Большая стрелка указывает на переднюю сторону двигателя
Nissan Primera P10 застучал шатун. Настигла участь SUBARU 4-го цилиндра))))))) Nissan primera p10 и капиталка двигателя Ремонт двигателя | Nissan Primera P11 | заводим двигатель после ремонта | День 2 Первые 9000км после капитального ремонта ДВС. Nissan Primera p10. Японцы умели делать: прекрасный старый движок Nissan SR20Di
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
последовательно, один за другим брать поршни с шатунами в сборе;
тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
отвернуть гайки и снять крышку шатуна;
установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
Разборка и сборка шатунно-поршневой группы
Разборка шатунно-поршневой группы
Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца. Шатунные болты запрессованы в шатун. Поэтому, чтобы не нарушить посадки болта в шатуне, не допускается выпрессовывать болты из шатунов при разборке двигателя и шатунно-поршневой группы. Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
Сборка шатунно-поршневой группы
Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки (см. Установка поршневого пальца) и не выпадал из него, если держать поршень как показано — см. Проверка посадки поршневого пальца.
Установка поршневого пальца
Проверка посадки поршневого пальца
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун. Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45О к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180О к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90О к оси замка верхнего компрессионного кольца. Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2-34). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Проверка технического состояния шатунно-поршневой группы
Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна. Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.
Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано — см. Проверка зазора между поршневыми кольцами и канавкам, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04–0,07 мм, для нижнего – 0,03–0,06 мм и для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм.
Проверка зазора между поршневыми кольцами и канавкам
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (см. Проверка зазора в замке колец), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502.
Проверка зазора в замке колец
Зазор должен быть в пределах 0,25–0,45 мм для всех новых колец. Предельно допустимый зазор при износе – 1 мм.
Современные материалы и технологии изготовления деталей позволяют эксплуатировать двигатель в очень напряженных режимах. Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду. Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз). Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца. Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106. Лучше делать это при появлении первых симптомов:
повышенный расход масла;
снижение компрессии;
уменьшение тяги.
Эксплуатация автомобиля с проявлениями износа, может привести к таким повреждениям, которые потребуют капитального ремонта, отчего многократно возрастет цена.
Как демонтировать поршневую самостоятельно
В первую очередь необходимо тщательно вымыть двигатель, так как после разборки сложно будет предотвратить попадание песчинок и грязи внутрь. Двигатель нужно положить на прочный стеллаж высотой удобной для работы. Подготовить ветошь, набор инструментов и приспособлений:
торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
набор тонких плоских щупов;
нутромер;
микрометр;
штангенциркуль;
динамометрический ключ;
приспособление для сжатия колец на поршне;
втулка для установки поршневых пальцев;
газовая горелка;
молоток;
керн;
переносная лампа;
большая плоская отвертка.
Совет: Перед разборкой своими руками керном помечаются все детали, и делается фото начального расположения с номерами и метками съемных деталей для возможности установки на свое место в случае их пригодности.
Последовательность разборки
Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек. Желательно предварительно с этапами работы познакомиться по видео.
Совет: Крышки и шатуны составляют пару, при их изготовлении окончательная расточка посадочного отверстия производится в собранном виде, поэтому они метятся номером цилиндра и не могут заменяться. Нужно следить, чтобы номера при сборке совпадали и были направлены в одну сторону.
Деревянной рукояткой молотка, упираясь в шпильку, шатун с поршнем выталкивается наружу через верхнюю плоскость блока цилиндров. Коленчатый вал проворачивается в положение максимального выдвижения гаек двух других шатунов. Аналогично разбираются все четыре поршня. Раскручиваются коренные подшипники, и снимается коленчатый вал для визуального осмотра.
Внимание: Крышки коренных подшипников имеют обозначение рисками, очень важно ставить их только на свое место, так как они не взаимозаменяемы, этого требует технология расточки и инструкция сборки.
Снимаются вкладыши с шатунов и крышек. При ремонте ВАЗ 2106 замена поршневых колец производится, начиная с верхнего компрессионного, последовательно снимаются все кольца с поршней, втулкой выбиваются поршневые пальцы. Если есть возможность, лучше воспользоваться прессом. Детали, блок промываются керосином, обдуваются сжатым воздухом, каналы охлаждения и смазки продуваются.
Шлифованные поверхности протираются и проверяются на наличие повреждений. Для осмотра используется переносная лампа, меняя угол освещения удобно рассмотреть мелкие царапины. Трещины не допускаются, при их обнаружении придется заменять детали с браком, в том числе и блок.
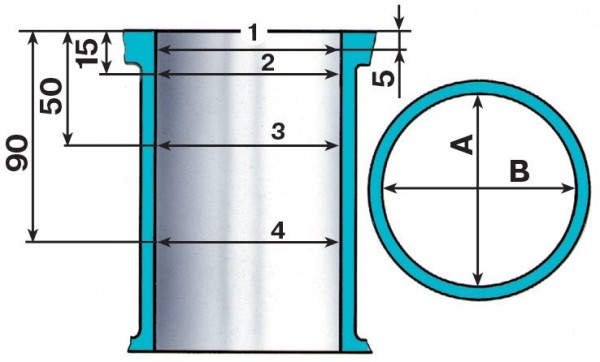
Измерение износа производится нутромером в четырех плоскостях, расположенных от верхней плоскости на расстоянии 5мм., 15 мм., 50 мм. и 90 мм. В каждой плоскости производится два замера в перпендикулярных направлениях.
Схема плоскостей измерения диаметра цилиндров
В зоне первой плоскости цилиндр практически не изнашивается, поэтому разница размеров покажет степень износа. Если износ превышает 0, 15 мм., или на стенках цилиндров имеется выработка или царапины, блок необходимо расточить до их полного удаления и довести до нужного размера и класса чистоты хонингованием.
Когда необходима замена поршней на ВАЗ 2106 расточка цилиндров производится в один из пяти стандартизованных размеров, определяющих класс точности, обозначаемых латинскими буквами:
A 79,00-79,01 мм.;
B 79,01-79,02 мм.;
C 79,02-79,03 мм.;
D 79,03-79,04 мм.;
E 79,04-79,05 мм.
После расточки цилиндров определяется размер подходящих ремонтных
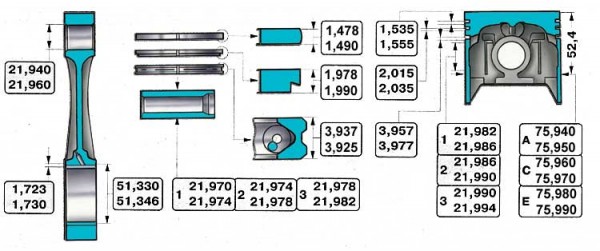
Размеры ремонтных поршней, шатунов, поршневых колец и пальцев
Юбка поршня имеет овальную форму, а по высоте коническую к верху, поэтому точный замер получится только на линии перпендикулярной оси пальца на уровне52,4 мм. от поверхности днища.
Гарантированный зазор, когда производится замена поршней ВАЗ 2106, в цилиндрах должен быть 0,05-0,07 мм., что достигается хонингованием. Выполнить эту операцию могут только профессионалы в мастерских, имеющих точный расточный станок и специальную оснастку.
Шатуны и крышки не должны иметь рисок, задиров, если вкладыш провернуло, шатун станет непригодным, его нужно будет заменить. Если коленчатый вал не нужно перешлифовывать, в шатуны вставляются номинальные вкладыши. Если шейки нужно шлифовать, ставятся ремонтные вкладыши в зависимости от уменьшения диаметра шейки коленчатого вала на 0,25 мм.,0,50 мм.,0,75 мм. и1,00 мм. Шатунные вкладыши одного размера взаимозаменяемы.
Подбор деталей одного размера, их совмещение
Выбирая поршневой палец, нужно руководствоваться цветными метками на торце пальцев, обозначающими три категории с разницей диаметров в четыре микрона:
Синяя 21,970-21,974 мм.;
Зеленая 21,974-21,978 мм.;
Красная 21,978-21,982 мм.
Поршневой палец смазывается моторным маслом и должен входить в отверстие бобышки поршня от небольшого усилия пальцев, и не должен выпадать под действием собственного веса. Если палец третьей категории выпадает, нужно заменить поршень. Подобранные поршни должны отличаться по весу не более чем на 2,5 грамма. Масса обычно указывается на днище. При необходимости, можно подгонять вес, протачивая поршень в местах, указанных стрелками. Глубина проточки, при этом, не должна превышать 4,50 мм. от номинала 59,4 мм.
Места возможного удаления металла для подгонки веса поршня
Когда поршни шатуны и пальцы подобраны и проверены, можно их собирать. Для этого головка шатуна нагревается газовой горелкой до 240 0 С, (до темно малинового цвета), на шатун надевается поршень, палец вставляется оправкой. Нужно запрессовывать очень быстро и точно, так как после остывания шатуна палец сдвинуть очень сложно. Оправка и палец должны быть подготовлены, лежать в удобном месте.
Совет: В случае непредвиденной задержки, например случайное выпадение пальца, лучше повторить нагревание.
После остывания шатуна нужно приспособлением с упором и индикатором проверить прочность установки пальца, он должен оставаться неподвижным при воздействии нагрузки в 4000 ньютон. Если индикатор зафиксирует сдвиг, придется ставить другой шатун с меньшим отверстием.
Чтобы определить, нужна ли замена поршневых колец ВАЗ 2106, кольца проверяются на пригодность по зазору в замке, он не должен превышать 0,45 мм., для этого кольцо вставляется в цилиндр на глубину около 50 мм., для избегания перекоса можно воспользоваться поршнем, и щупом замеряется зазор замка.
Посадка колец в канавки тоже должна иметь определенный зазор, который проверяется щупом:
Верхнее компрессионное кольцо 45-80 мкм.;
Второе компрессионное 25-60 мкм.;
Маслосъемное кольцо 20-55 мкм.
В поршнях конструктивно решен вопрос плавного перехода в.м.т. путем смещения отверстия под палец на 1,2 мм. относительно оси симметрии вперед по движению. Поэтому на поршнях ставится метка, стрелка или буква «П», которая определяет сторону, которая должна направляться при сборке вперед.
Установка поршней и крепление шатунов
На поршнях последовательно устанавливаются маслосъемное, второе и первое компрессионные кольца. Замена поршневых колец на ВАЗ 2106 требует особого внимания, так как чугунные кольца очень хрупкие и небольшая ошибка при разжимании может привести к поломке. Кольца поворачиваются стороной с меткой «Верх» или фаской в сторону днища, выжимаются на огневой пояс, затем проталкиваются к своей проточке.
Кольца при этом практически не разжимаются, а только обеспечивается возможность перемещения по поверхности поршня. Замок первого кольца поворачивается на тридцать градусов от оси пальца, остальные кольца ставятся с расположением замков под 120 градусов относительно друг друга. Такое расположение обеспечит равномерность износа стенок цилиндров. Поршни и вкладыши смазываются машинным маслом, кольца стягиваются оправкой, поршни поочередно вставляются в соответствующие цилиндры. Шатуны поворачиваются меткой вперед и одеваются на шейки коленчатого вала.
В крышки шатунов вставляются вкладыши выступом в паз, смазываются и крышки одеваются на шпильки своих (по меткам) шатунов. Гайки наживляются и закручиваются динамометрическим ключом с одинаковым усилием 12,7 Н/м. Так производится замена поршневой группы ВАЗ 2106.
Совет: Номера на шатунах и крышках должны располагаться с одной стороны.
Выполнить замену поршневой самостоятельно вполне возможно, нужно только очень внимательно следовать требуемой последовательности.
Сборка поршней и шатунов
Перед монтажом шатуны необходимо проверить на отсутствие деформаций и перекосов с помощью подходящего испытательного прибора. Приготовить поршень и шатун в соответствии с направлением установки. Смазанный маслом палец осторожно вводят в отверстия для пальца поршня и в головку шатуна. При использовании поршней с узкими отверстиями для пальца ввод пальца облегчается путем нагревания поршня до температуры ок. 40 °C.
Плавающие пальцы
Для крепления пальца служат входящие в комплект поставки упорные кольца. Бывшие в употреблении упорные кольца больше нельзя использовать. Во избежание невосстановимых деформаций упорные кольца нельзя зажимать слишком сильно. Слегка повернув кольца, можно проверить, надежно ли они зафиксированы в канавках. Зазор в упорном кольце всегда должен находиться в направлении хода поршня.
Монтаж шатуна прессовой посадки
Отверстие в головке шатуна должно перекрывать палец. Для выполнения монтажа шатун необходимо нагреть до температуры 280 — 320 °C (не открытым огнем!). Затем хорошо смазанный палец в холодном состоянии быстро вводят в головку шатуна. Для обеспечения правильного положения пальца в шатуне следует воспользоваться приспособлением с упором для пальца.
Стоимость замены
Вот примерны цены на замену поршневых колец в сервисах:
легковые автомобили отечественного производства — от 7-8 тыс. рублей;
Японские иномарки в кузовах седан, хэтчбек, универсал — от 10 тыс. рублей;
джипы, кроссоверы, микроавтобусы — от 15 тыс. рублей.
А на замену поршневой цена, как правило, высокая. Это объясняется тем, что процедура входит в перечень капитального ремонта двигателя. Поэтому стоимость соответствующая — от 20 до 40 тыс. рублей.
Строение шатуна
Шатун имеет простое устройство, которое состоит из следующих элементов:
стержня;
поршневой головки;
кривошипной головки.
Стержень представляет собой составной элемент шатуна, имеющий преимущественно двутавровое сечение. Некоторые модели имеют круглое, крестообразное, Н-образное или прямоугольное сечение шатунного стержня. В стержне присутствует канал, предназначенный для транспортировки масла к подшипнику головки поршня.
поршневая головка — это проушина с цельной структурой, внутри которой расположена втулка. Втулка представляет собой скользящий подшипник, предназначенный для вращения пальца поршня. Материал изготовления втулки: бронза или сталь с оловом или свинцом. Структура поршневой головки зависит от размера поршневого пальца, а также от метода его крепления. Для того, чтобы уменьшить вес шатуна и, как следствие, нагрузку на поршневой палец, на некоторых автомобильных двигателях устанавливают шатуны с поршневой головкой в виде трапеции.
Кривошипная головка — механизм, предназначенный для соединения шатуна и коленчатого вала друг с другом. Большая часть шатунов оснащена разъемной кривошипной головкой, это объясняется способом сборки двигателя внутреннего сгорания. Крышка головки, расположенная в нижней части, прикрепляется болтами к шатуну. Иногда применяют бандажное или штифтовое крепление составных элементов головки. Разъем кривошипной головки бывает двух видов: прямой (расположен под углом 90 градусов относительно оси стержня), косой (под определенным углом к оси). Косой разъем используется для уменьшения размеров двигателя V-образной формы.
Профилированные стыковые поверхности головки обеспечивают препятствие при воздействии поперечных сил. При этом соединение может быть замковым или зубчатым. Самым современным и популярным является соединение, изготовленное методом раскалывания. Оно называется сплит-разъемом.
Внутри кривошипной головки шатуна расположен подшипник, который состоит из двух многослойных вкладышей. Количество слоев может варьироваться от двух до пяти в каждом. Наиболее широко используются вкладыши из двух и трех слоев. Двухслойный вкладыш изготовлен из стали с антифрикционной поверхностью. Трехслойный также состоит из стали, а антифрикционное покрытие разделяется специальной прокладкой.
Ремонт шатунов
Шатуны нуждаются в ремонте, если наблюдаются:
Износ зазора в верхней головке цилиндра
Износ поверхности и зазора в нижней части головки
Перед началом работ шатун тщательно осматривается, при помощи нутрометра измеряется диаметр детали, зазоры в верхней и нижней части.
Если все показатели в норме, менять шатун не потребуется. При деформации стержня отверстия головок перестают быть параллельными, что приводит к перекосу цилиндра. Об этом свидетельствуют повышенная шумность двигателя при работе на холостом ходу, следы износа на коленвале, головке шатуна, поршне и стенках цилиндра. Еще одним методом проверки шатуна на деформацию является его раскачка на специальной проверочной плите.
После проведения всех необходимых измерений приступают к ремонту.
Чтобы получить нужную геометрию зазора нижнего шатуна, необходимо убрать небольшое количество металла с поверхности крышки головки. После этого крышка ставится назад и фиксируется при помощи болтов.
Расточка отверстия головки по требуемому размеру производится на расточном или универсальном станке. После операции выполняется хонингование.
Если зазор под поршневой палец увеличен, бронзовая втулка под верхнюю головку меняется, и новая деталь принимает нужный размер. Очень важно, чтобы отверстия головки и втулки совместились. В этом случае масло не будет попадать на поршневой палец.
Шатунные вкладыши и юбки поршней рекомендуется дополнительно обработать антифрикционным покрытием.